ऑपरेशन के एल्गोरिदम के अनुसार नियंत्रण प्रणालियों का वर्गीकरण
 नियंत्रित चर का मूल्य और इसके परिवर्तन की प्रकृति, जैसा कि हमने पहले ही देखा है, कई कारकों पर निर्भर करता है: सेटिंग का प्रभाव, समय, परेशान करने वाला प्रभाव, आदि। ये कारक।
नियंत्रित चर का मूल्य और इसके परिवर्तन की प्रकृति, जैसा कि हमने पहले ही देखा है, कई कारकों पर निर्भर करता है: सेटिंग का प्रभाव, समय, परेशान करने वाला प्रभाव, आदि। ये कारक।
किसी भी स्वचालित प्रणाली को उसके कामकाज एल्गोरिदम (पुनरुत्पादन के कानून), उसके नियंत्रण एल्गोरिदम की प्रकृति, और आत्म-अनुकूलन की क्षमता की उपस्थिति (अनुपस्थिति) की प्रकृति से निर्धारित किया जाता है। ये लक्षण स्वचालित प्रणालियों के वर्गीकरण का आधार हैं।
कामकाज एल्गोरिदम की प्रकृति से, स्वचालित सिस्टम को स्थिरीकरण, ट्रैकिंग और सॉफ़्टवेयर में बांटा गया है।
सिस्टम पर कार्य करने वाली किसी भी गड़बड़ी F (f) के लिए V स्थिरीकरण प्रणाली समायोज्य मूल्य y, नियंत्रक को स्थिर रखा जाता है और सहिष्णुता y = yo + Δy के भीतर दिए गए मान yo के बराबर होता है,
जहां Δy — सिस्टम पर कार्य करने वाली गड़बड़ी F (t) के परिमाण के आधार पर नियंत्रित मान का विचलन।
ऐसी प्रणालियों में ट्यूनिंग क्रिया x (t) स्थिर, पूर्व निर्धारित मान हैं: x (t) = const।
स्थिर और स्थैतिक विनियमन के सिद्धांत पर स्वचालित स्थिरीकरण प्रणाली लागू की जा सकती है। अधिक जानकारी के लिए यहां देखें: अस्थिर और स्थैतिक विनियमन.
YES ट्रैकिंग सिस्टम स्वचालित नियंत्रण प्रणाली में ऐसी प्रणालियाँ शामिल होती हैं जिनमें एक स्वीकार्य त्रुटि के साथ सिस्टम के आउटपुट पर मनमाने कानून के अनुसार भिन्न होने वाले इनपुट मूल्य का पुनरुत्पादन किया जाता है।
किसी ट्रैकिंग प्रणाली के लिए पुनरुत्पादन नियम को निम्न रूप में लिखा जा सकता है: y = x या y = kx,
जहाँ x एक मनमाना इनपुट मात्रा है जो समय या अन्य मापदंडों पर निर्भर करता है और आमतौर पर पहले से अज्ञात होता है, k एक पैमाना कारक है।
सर्वो प्रणालियों में, एक शब्दावली का उपयोग किया जाता है जो नियंत्रण प्रणालियों में उपयोग की जाने वाली शब्दावली से भिन्न होती है: "विनियमन" के बजाय वे कहते हैं "ट्रैकिंग", "प्रक्रिया का अंत" - "बाहर काम करना", "इनपुट मूल्य" - "अग्रणी मूल्य" , "आउटपुट वैल्यू" - "अधीनस्थ मूल्य"।
अंजीर में। 1a सर्वो प्रणाली का एक अनुकरणीय ब्लॉक आरेख दिखाता है।
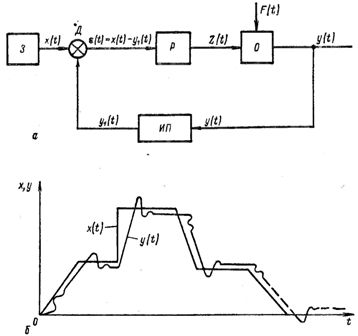
चावल। 1. सर्वो प्रणाली के इनपुट और आउटपुट के कोणीय विस्थापन में परिवर्तन के ब्लॉक आरेख (ए) और आरेख (बी): 3 - ड्राइव तत्व, डी - मिसलिग्न्मेंट सेंसर, पी - नियंत्रक, ओ - ऑब्जेक्ट, एमटी - माप और रूपांतरण तत्व।
ट्रैकिंग सिस्टम का मुख्य तत्व विसंगति सेंसर डी है, जो दास और मास्टर मूल्यों के बीच विसंगति (त्रुटि) को निर्धारित करता है। गुलाम मूल्य y को एमएफ के मापने-परिवर्तित तत्व द्वारा मापा जाता है और मास्टर वैल्यू एक्स के स्तर पर लाया जाता है।
विसंगति सेंसर डी मास्टर तत्व 3 और दास मूल्य y से आने वाले मास्टर मान x के बीच विसंगति का मान सेट करता है और नियंत्रक P को एक संकेत भेजता है, जो ऑब्जेक्ट पर एक विनियमन क्रिया Z (t) उत्पन्न करता है। नियामक परिणामी बेमेल को शून्य तक कम करना चाहता है। मास्टर के निर्धारित बिंदु से गुलाम मूल्य का विचलन इस प्रकार है।
अंजीर में। 1, बी ट्रैकिंग सिस्टम के मास्टर एक्स और गुलाम वाई मूल्यों में परिवर्तन का एक अनुमानित आरेख दिखाता है।
स्वचालित सिस्टम जो नियंत्रित चर y को एक निश्चित, पूर्व निर्धारित कानून के अनुसार बनाते हैं, सॉफ्टवेयर कंट्रोल सिस्टम कहलाते हैं।
एक सॉफ्टवेयर सिस्टम के पुनरुत्पादन के नियम को समीकरण द्वारा व्यक्त किया जा सकता है
वाई = एक्स (टी),
जहाँ x (T) एक सेट (पूर्व-ज्ञात) टाइम फ़ंक्शन है जिसे सिस्टम को पुन: उत्पन्न करना चाहिए।
ऐसी प्रणालियों में, एक विशेष उपकरण होना आवश्यक है - एक निश्चित आवश्यक कानून के अनुसार सेटिंग x (t) के मान को बदलने के लिए एक डिटेक्टर।

नियंत्रण एल्गोरिदम की प्रकृति से, स्वचालित सिस्टम स्वचालित सिस्टम में कार्रवाई के खुले लूप (ओपन कंट्रोल लूप) और स्वचालित सिस्टम के बंद लूप ऑफ एक्शन (बंद नियंत्रण लूप) के साथ विभाजित होते हैं।
स्व-अनुकूली प्रणालियों को स्व-अनुकूली या स्व-समायोजन प्रणालियों और गैर-स्व-समायोजन प्रणालियों में विभाजित किया गया है। यह ध्यान दिया जाना चाहिए कि स्व-अनुकूली प्रणालियाँ एक नए प्रकार की प्रणाली का प्रतिनिधित्व करती हैं और इस प्रकार की प्रणाली की सभी अवधारणाएँ पूरी तरह से नहीं बनी हैं, इसलिए विभिन्न पाठ्यपुस्तकों में उनके अलग-अलग नाम हैं,
सभी विनिर्माण संयंत्रों को ऊर्जा खपत, उत्पादकता और विनिर्माण संचालन की गुणवत्ता के मामले में इष्टतम रूप से काम करना चाहिए।

ऐसे संयंत्रों को स्वचालित करते समय, विशेष उपकरणों का होना आवश्यक है जो इष्टतम मोड में काम करने के लिए उत्पादन संयंत्र का स्वत: विनियमन प्रदान कर सके। ऐसे विशेष उपकरणों को स्वचालित समायोजन प्रणाली या स्व-समायोजन नियंत्रण प्रणाली कहा जाता है।
ये प्रणालियाँ स्वचालित रूप से उत्पादन इकाई को बदलती परिचालन स्थितियों के अनुकूल बनाती हैं, अर्थात प्रबंधित वस्तु (गड़बड़ी में परिवर्तन) की बदलती विशेषताओं के लिए, और इसे एक इष्टतम मोड में काम करने के लिए; इसलिए, स्वचालित ट्यूनिंग सिस्टम को अक्सर इष्टतम, या चरम, नियंत्रण प्रणाली कहा जाता है।
ऐसी प्रणालियों के उपयोग से संयंत्र की उत्पादकता में वृद्धि, उत्पादों की गुणवत्ता में सुधार, उत्पादन की प्रति इकाई श्रम लागत को कम करना आदि संभव हो जाता है। भविष्य में, कई स्वचालित संस्थापनों में स्वचालित सेटअप प्रणालियाँ होंगी।