डीसी मोटर्स की स्थापना
 प्रत्यक्ष वर्तमान इलेक्ट्रिक मोटर्स का विनियमन निम्नलिखित दायरे में किया जाता है: बाहरी परीक्षा, वाइंडिंग के प्रतिरोधों को प्रत्यक्ष वर्तमान में मापना, आवास के लिए वाइंडिंग्स के इन्सुलेशन प्रतिरोधों का मापन और उनके बीच, इंटरटर्न इन्सुलेशन का परीक्षण आर्मेचर वाइंडिंग, ट्रायल रन।
प्रत्यक्ष वर्तमान इलेक्ट्रिक मोटर्स का विनियमन निम्नलिखित दायरे में किया जाता है: बाहरी परीक्षा, वाइंडिंग के प्रतिरोधों को प्रत्यक्ष वर्तमान में मापना, आवास के लिए वाइंडिंग्स के इन्सुलेशन प्रतिरोधों का मापन और उनके बीच, इंटरटर्न इन्सुलेशन का परीक्षण आर्मेचर वाइंडिंग, ट्रायल रन।
एक डीसी मोटर का बाहरी निरीक्षण, साथ ही एक प्रेरण मोटर का निरीक्षण, ढाल से शुरू होता है। निम्नलिखित डेटा को डीसी मोटर की नेमप्लेट पर इंगित किया जाना चाहिए:
- निर्माता का नाम या ट्रेडमार्क,
- कार प्रकार,
- मशीन का सीरियल नंबर,
- नाममात्र डेटा (बिजली, वोल्टेज, वर्तमान, गति),
- मशीन को उत्तेजित करने का तरीका,
- जारी करने का वर्ष,
- मशीन का वजन और GOST।
घुमावदार टर्मिनल स्थायी इंजन एक दूसरे से और शरीर से मज़बूती से अलग होना चाहिए, उनके और शरीर के बीच की दूरी कम से कम 12-15 मिमी होनी चाहिए। बाहरी परीक्षा के दौरान विशेष ध्यान दिया जाता है एकत्र करनेवाला और ब्रश (ब्रश, ट्रैवर्स और ब्रश होल्डर) का तंत्र, क्योंकि उनकी स्थिति मशीन के संचालन को महत्वपूर्ण रूप से प्रभावित करती है और इसलिए, इसके संचालन की स्थिरता।
कलेक्टर का निरीक्षण करते समय, वे आश्वस्त हैं कि काम की सतह पर मिलिंग कटर, छेद, वार्निश के धब्बे और पेंट के निशान नहीं हैं, साथ ही ब्रश तंत्र के असंतोषजनक संचालन से कार्बन जमा के निशान भी हैं। संग्राहक प्लेटों के बीच इन्सुलेशन को 1-2 मिमी की गहराई तक चुना जाना चाहिए, प्लेटों के किनारों को 0.5-1 मिमी (इंजन की शक्ति के आधार पर) की चौड़ाई के साथ चम्फर किया जाना चाहिए। प्लेटों के बीच के अंतराल पूरी तरह से साफ होने चाहिए - उनमें धातु की छीलन या लकड़ी की छीलन, ग्रेफाइट ब्रश से धूल, तेल, वार्निश आदि नहीं होने चाहिए।
एक डीसी मोटर का संचालन, और विशेष रूप से इसका ब्रश तंत्र, संग्राहक रिसाव और इसके कंपन से प्रभावित होता है। संग्राहक की परिधीय गति जितनी अधिक होगी, स्वीकार्य रिसाव उतना ही कम होगा। हाई-स्पीड मोटर्स के लिए, अधिकतम स्वीकार्य रिसाव मूल्य 0.02-0.025 मिमी से अधिक नहीं होना चाहिए। कंपन आयाम की भयावहता को डायल इंडिकेटर से मापा जाता है।
माप के दौरान, सूचक की नोक को सतह के विरुद्ध उस दिशा में दबाया जाता है जिसमें कंपन को मापा जाएगा। चूंकि कलेक्टर की सतह बाधित होती है (कलेक्टर प्लेटें और अवकाश वैकल्पिक होते हैं), एक अच्छी तरह से तेज ब्रश का उपयोग किया जाता है, जिस पर संकेतक की नोक को आराम करना चाहिए। इंडिकेटर हाउसिंग को कंपन-मुक्त आधार पर सुरक्षित किया जाना चाहिए।
मापते समय, संकेतक का सूचक एक निश्चित कोण के भीतर मापा कंपन की आवृत्ति के साथ दोलन करता है, जिसका मान एक मिलीमीटर के सौवें हिस्से में संकेतक के पैमाने पर अनुमानित होता है। हालाँकि, यह उपकरण 750 आरपीएम तक की गति से कंपन को माप सकता है।750 आरपीएम से अधिक की गति वाले इंजनों के लिए, विशेष उपकरणों - वाइब्रोमीटर या वाइब्रोग्राफ का उपयोग करना आवश्यक है, जो मशीन के कुछ घटकों के कंपन को माप या रिकॉर्ड कर सकते हैं।
रिसाव को एक संकेतक के साथ भी मापा जाता है। कई गुना रिसाव को ठंडे और गर्म दोनों इंजन स्थितियों में मापा जाता है। मापते समय, सूचक तीर के व्यवहार पर ध्यान दें। तीर की चिकनी गति सतह की पर्याप्त बेलनाकारता को इंगित करती है, और तीर का हिलना सतह की बेलनाकारता के स्थानीय उल्लंघन को इंगित करता है, जो मोटर के ब्रश तंत्र के लिए विशेष रूप से खतरनाक है। झटके की माप सशर्त है, क्योंकि काम अनुभव से पता चलता है कि ऐसी मोटरें हैं, जिन पर कम घूर्णी गति और नाममात्र की गति पर झटके के मान बड़े होते हैं जो संतोषजनक ढंग से काम करते हैं। इसलिए, लोड के तहत इंजन के संचालन की जांच के बाद ही कलेक्टर के काम की गुणवत्ता के बारे में अंतिम निष्कर्ष दिया जा सकता है।
डीसी मोटर के यांत्रिक भाग की जांच करते समय, आपको राशन की स्थिति और वाइंडिंग्स के कनेक्शन, असर वाली असेंबली, गैप की समता (मोटर के अलग होने के साथ) पर ध्यान देना चाहिए। आर्मेचर और मोटर के मुख्य ध्रुवों के बीच बिल्कुल विपरीत बिंदुओं पर मापा गया अंतर 3 मिमी से कम के अंतराल के लिए औसत मूल्य से 10% से अधिक और 3 मिमी से अधिक के अंतराल के लिए 5% से अधिक नहीं होगा।
झटके और कंपन की जाँच के बाद, वे मोटर के ब्रश तंत्र को समायोजित करना शुरू करते हैं। क्लिप में ब्रश को स्वतंत्र रूप से चलना चाहिए लेकिन डगमगाना नहीं चाहिए।रोटेशन की दिशा में ब्रश और धारक के बीच सामान्य अंतर 0.1-0.4 मिमी, अनुदैर्ध्य दिशा में 0.2-0.5 मिमी से अधिक नहीं होना चाहिए।
कलेक्टर पर ब्रश का सामान्य विशिष्ट दबाव, ब्रश सामग्री के ग्रेड के आधार पर, ग्रेफाइट ब्रश के लिए कम से कम 150-180 ग्राम / सेमी 2, कॉपर-ग्रेफाइट के लिए 220-250 ग्राम / सेमी 2 होना चाहिए। असमान वर्तमान वितरण से बचने के लिए, व्यक्तिगत ब्रश का दबाव औसत से 10% से अधिक भिन्न नहीं होना चाहिए। विशिष्ट दबाव निम्नानुसार निर्धारित किया जाता है। कलेक्टर और ब्रश के बीच पतले कागज की एक शीट रखी जाती है, एक डायनेमोमीटर ब्रश से जुड़ा होता है, और फिर, डायनेमोमीटर के साथ ब्रश को खींचकर, वे एक ऐसी स्थिति पाते हैं जहाँ कागज की एक शीट को स्वतंत्र रूप से खींचना संभव होगा। इस बिंदु पर डायनो रीडिंग कई गुना पर ब्रश के दबाव से मेल खाती है। ब्रश के आधार क्षेत्र द्वारा डायनेमोमीटर रीडिंग को विभाजित करके विशिष्ट दबाव निर्धारित किया जाता है।
मशीन के सही संचालन के लिए ब्रश की सही स्थापना सबसे महत्वपूर्ण कारकों में से एक है। ब्रश धारकों को इस तरह से स्थापित किया जाता है कि ब्रश कलेक्टर प्लेटों के समानांतर होते हैं और उनके किनारों के बीच की दूरी 2% से अधिक की त्रुटि के साथ मशीन के ध्रुवों को अलग करने के बराबर होती है।
कई स्लीपरों के साथ मोटर्स में, ब्रश धारकों को इस तरह से रखा जाता है कि ब्रश जितना संभव हो उतना संग्राहक लंबाई (तथाकथित स्टैक्ड व्यवस्था) को कवर करते हैं। यह कलेक्टर की पूरी लंबाई के साथ कम्यूटेशन में भाग लेना संभव बनाता है, जो इसके अधिक समान पहनने में योगदान देता है।हालांकि, ब्रश की ऐसी व्यवस्था के साथ, यह सुनिश्चित करना आवश्यक है कि कलेक्टर के किनारे से परे ऑपरेशन (शाफ्ट के स्ट्रोक को ध्यान में रखते हुए) के दौरान ब्रश फैल न जाए। इंजन शुरू करने से पहले, ब्रश को मध्यम-ग्रिट ग्लास (लेकिन कार्बोरंडम नहीं) पेपर के साथ कलेक्टर (छवि 1) के खिलाफ सावधानी से रगड़ा जाता है। कार्बोरंडम पेपर ग्रेन ब्रश बॉडी में प्रवेश कर सकते हैं और फिर ऑपरेशन के दौरान कलेक्टर को खरोंच कर सकते हैं, जिससे मशीन की स्विचिंग स्थिति बिगड़ जाती है।
वाइंडिंग के समावेश की शुद्धता की जांच करने के लिए आगे बढ़ने से पहले, एक निश्चित प्रकार की मशीन के टर्मिनलों के अंकन का अध्ययन करें। डीसी मोटर्स में, वाइंडिंग्स को GOST 183-66 के अनुसार उनके नाम के पहले बड़े अक्षरों के साथ नामित किया गया है, इसके बाद वाइंडिंग की शुरुआत के लिए नंबर 1 और इसके अंत के लिए 2 है। यदि मोटर में एक ही नाम के साथ अन्य वाइंडिंग हैं, तो उनकी शुरुआत और अंत को 3-4, 5-6, आदि अंकों से चिह्नित किया जाता है। टर्मिनल चिह्नों को अंजीर में दिखाए गए उत्तेजना सर्किट और मोटर रोटेशन दिशाओं के अनुरूप हो सकता है। 2.
उनकी ध्रुवता के प्रत्यावर्तन को स्पष्ट करने के लिए पोल वाइंडिंग के समावेश की शुद्धता की जाँच की जाती है। मशीन के रोटेशन की दी गई दिशा के लिए प्रत्येक मशीन के लिए सहायक और प्राथमिक ध्रुवों के ध्रुवीयता को सख्ती से परिभाषित किया जाना चाहिए। मोटर मोड में चलने वाली मशीन के रोटेशन की दिशा में पोल से पोल की ओर बढ़ते समय, प्रत्येक मुख्य पोल के बाद समान ध्रुवता का एक अतिरिक्त पोल होता है, उदाहरण के लिए N - n, S - s। ध्रुवों की ध्रुवता कई तरीकों से निर्धारित की जा सकती है: दृश्य निरीक्षण द्वारा, चुंबकीय सुई का उपयोग करके और विशेष कुंडली का उपयोग करके।
पहली विधि का उपयोग उन मामलों में किया जाता है जहां कॉइल्स की घुमावदार दिशा को दृष्टि से देखा जा सकता है।

चावल। 1. ब्रश को कलेक्टर को रगड़ना:। गलती; चमकदार
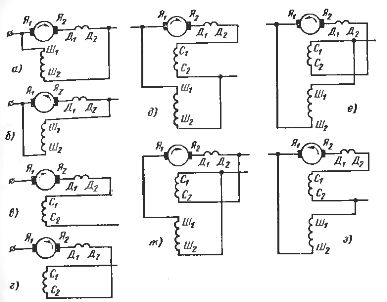
चावल। 2. विभिन्न उत्तेजना योजनाओं और रोटेशन की दिशाओं के लिए डीसी मोटर्स के घुमावदार टर्मिनलों के पदनाम
वाइंडिंग की दिशा जानने और "गिम्बल" नियम का उपयोग करके ध्रुवों की ध्रुवीयता निर्धारित करें। यह विधि एक श्रृंखला फ़ील्ड वाइंडिंग से वाइंडिंग के लिए सुविधाजनक है, जिसमें घुमावों के महत्वपूर्ण क्रॉस-सेक्शन के कारण वाइंडिंग की दिशा निर्धारित करना बहुत आसान है।
दूसरी विधि मुख्य रूप से समानांतर उत्तेजना वाइंडिंग वाले कॉइल के लिए उपयोग की जाती है। इस विधि का सार इस प्रकार है। मोटर की वाइंडिंग पर एक करंट लगाया जाता है, एक चुंबकीय सुई को एक धागे पर निलंबित किया जाता है, जिसके सिरों की ध्रुवता को चिह्नित किया जाता है, और प्रत्येक पोल पर वैकल्पिक रूप से लगाया जाता है। ध्रुव की ध्रुवता के आधार पर, तीर विपरीत ध्रुवता के अंत के साथ उसका सामना करेगा।
इस पद्धति का उपयोग करते समय, यह याद रखना चाहिए कि तीर में फिर से जादू करने की क्षमता होती है, इसलिए प्रयोग जितनी जल्दी हो सके किया जाना चाहिए। श्रृंखला कॉइल की ध्रुवीयता निर्धारित करने के लिए चुंबकीय सुई विधि का उपयोग शायद ही कभी किया जाता है क्योंकि एक मजबूत पर्याप्त क्षेत्र का उत्पादन करने के लिए एक महत्वपूर्ण धारा को कॉइल से गुजरना चाहिए।
कॉइल्स की ध्रुवीयता निर्धारित करने की तीसरी विधि किसी भी कॉइल पर लागू होती है, इसे टेस्ट कॉइल विधि कहा जाता है। कुंडल किसी भी आकार का हो सकता है - टॉरॉयडल, आयताकार, बेलनाकार। कॉइल कार्डबोर्ड, सेल्युलाइड, आदि के एक फ्रेम पर पतले इंसुलेटेड तांबे के तार के जितना संभव हो उतने घुमावों से लपेटा जाता है। मिलीवोल्टमीटर।
कॉइल्स का कनेक्शन सही माना जाता है यदि प्रत्येक दो आसन्न ध्रुवों के नीचे डिवाइस के तीर अलग-अलग दिशाओं में विचलित हो जाते हैं, बशर्ते परीक्षण कॉइल एक ही तरफ ध्रुवों का सामना कर रहा हो। आर्मेचर वाइंडिंग के सापेक्ष अतिरिक्त ध्रुवों की वाइंडिंग के सही कनेक्शन की जाँच अंजीर में दिखाई गई योजना के अनुसार की जाती है। 4.
जब स्विच K बंद होता है, तो मिलीवोल्टमीटर की सुई विक्षेपित हो जाती है। जब सही ढंग से स्विच किया जाता है, तो सहायक पोल वाइंडिंग के मैग्नेटाइजिंग बल को आर्मेचर वाइंडिंग के मैग्नेटाइजिंग बल के विपरीत निर्देशित किया जाता है, इसलिए आर्मेचर वाइंडिंग और सहायक पोल वाइंडिंग को विपरीत रूप से चालू किया जाना चाहिए, अर्थात माइनस (या प्लस) आर्मेचर को अतिरिक्त ध्रुवों की वाइंडिंग के माइनस (या प्लस) से जोड़ा जाना चाहिए।
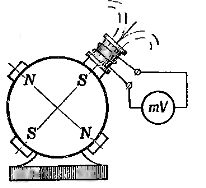
चावल। 3. परीक्षण कॉइल का उपयोग करके डीसी मोटर्स के ध्रुवों की ध्रुवता का निर्धारण
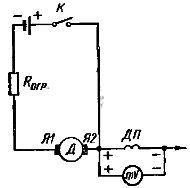
चावल। 4. आर्मेचर वाइंडिंग के सापेक्ष अतिरिक्त ध्रुवों की वाइंडिंग को शामिल करने की शुद्धता की जाँच करने की योजना
अतिरिक्त ध्रुवों की वाइंडिंग और क्षतिपूर्ति वाइंडिंग के आपसी संबंध की जांच करने के लिए, आप अंजीर में दिखाई गई योजना का उपयोग कर सकते हैं। 5, छोटे इंजन के लिए।
डीसी मोटर के सामान्य संचालन में, क्षतिपूर्ति कॉइल द्वारा बनाए गए चुंबकीय प्रवाह को पूरक पोल कॉइल के चुंबकीय प्रवाह के साथ दिशा में मेल खाना चाहिए। वाइंडिंग की ध्रुवीयता का निर्धारण करने के बाद, क्षतिपूर्ति वाइंडिंग और अतिरिक्त ध्रुवों की वाइंडिंग को एक साथ जोड़ा जाना चाहिए, अर्थात एक वाइंडिंग के माइनस को दूसरे के प्लस से जोड़ा जाना चाहिए।
चावल। 5.क्षतिपूर्ति वाइंडिंग में अतिरिक्त ध्रुवों की वाइंडिंग को शामिल करने की शुद्धता की जाँच करने की योजना
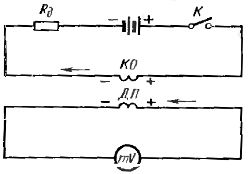
ब्रश की ध्रुवीयता निर्धारित करने और कुंडल प्रतिरोधों के आवश्यक माप करने से पहले, ब्रश को तटस्थ पर सेट करें। इलेक्ट्रिक मोटर के न्यूट्रल का अर्थ है मुख्य ध्रुवों और आर्मेचर की वाइंडिंग की ऐसी पारस्परिक व्यवस्था जब उनके बीच परिवर्तन गुणांक शून्य होता है। ब्रश को न्यूट्रल पर सेट करने के लिए, एक चेन इकट्ठी की जाती है (चित्र 6)।
उत्तेजना कॉइल एक स्विच के माध्यम से एक शक्ति स्रोत (बैटरी) से जुड़ा होता है, और एक संवेदनशील मिलिवोल्टमीटर आर्मेचर ब्रश से जुड़ा होता है। जब एक झटके के साथ उत्तेजना कॉइल को करंट की आपूर्ति की जाती है, तो मिलीवोल्टमीटर की सुई एक दिशा में विक्षेपित हो जाती है या एक और। जब ब्रश को सख्ती से तटस्थ स्थिति में रखा जाता है, तो डिवाइस की सुई विचलित नहीं होगी।
पारंपरिक उपकरणों की सटीकता कम है - सबसे अच्छा 0.5%। इसलिए, ब्रश को डिवाइस की न्यूनतम रीडिंग के अनुरूप स्थिति में सेट किया जाता है, और इसे तटस्थ माना जाता है। तटस्थ ब्रश को समायोजित करने में कठिनाई यह है कि तटस्थ की स्थिति संग्राहक प्लेटों की स्थिति पर निर्भर करती है।
अक्सर ऐसा होता है कि आर्मेचर की एक स्थिति के लिए पाया जाने वाला न्यूट्रल घुमाए जाने पर विस्थापित हो जाता है। तटस्थ स्थिति इसलिए दो अलग-अलग शाफ्ट स्थितियों के लिए परिभाषित की गई है। यदि आर्मेचर की विभिन्न स्थितियों के लिए तटस्थ की स्थिति अलग-अलग हो जाती है, तो ब्रश को दो निशानों के बीच एक मध्यवर्ती स्थिति में रखा जाना चाहिए। ब्रश को तटस्थ पर सेट करने की सटीकता कलेक्टर को ब्रश की सतह के आसंजन की डिग्री पर निर्भर करती है।इसलिए, इंजन के तटस्थ का निर्धारण करते समय अधिक सटीक परिणाम प्राप्त करने के लिए, कलेक्टर में ब्रश को पहले से रगड़ दिया जाता है।
ब्रश की ध्रुवीयता निम्न में से किसी एक तरीके से निर्धारित की जाती है।
1. एक वाल्टमीटर एक ही दूरी पर विपरीत ब्रश से स्थित कलेक्टर (चित्र 7) पर दो बिंदुओं से जुड़ा होता है। उत्तेजित होने पर वोल्टमीटर की सुई एक दिशा या दूसरी दिशा में विक्षेपित होगी। यदि तीर दाईं ओर भटकता है, तो «प्लस» बिंदु 1 पर है और «ऋण» बिंदु 2 पर है। रोटेशन की दिशा के खिलाफ निकटतम ब्रश में डिवाइस के कनेक्टेड क्लैंप की ध्रुवीयता होगी।
2. उत्तेजना कॉइल के माध्यम से एक निश्चित ध्रुवीयता का प्रत्यक्ष प्रवाह पारित किया जाता है, एक वोल्टमीटर आर्मेचर से जुड़ा होता है, और आर्मेचर को हाथ से दबाकर या तंत्र के माध्यम से घूर्णन में लाया जाता है। इस स्थिति में वोल्टमीटर की सुई विचलित होगी। तीर की दिशा ब्रश की ध्रुवीयता को दर्शाएगी।
डीसी मोटर की वाइंडिंग के प्रतिरोध को मापना डीसी मोटर्स की जाँच के लिए एक बहुत ही महत्वपूर्ण तत्व है, क्योंकि माप के परिणामों का उपयोग वाइंडिंग्स (राशन, बोल्ट, वेल्डेड जोड़ों) के संपर्क कनेक्शन की स्थिति का आकलन करने के लिए किया जाता है। मोटर वाइंडिंग का प्रतिरोध निम्न विधियों में से एक द्वारा मापा जाता है: एमीटर - वोल्टमीटर, सिंगल या डबल ब्रिज और माइक्रोह्ममीटर।
डीसी मोटर्स की वाइंडिंग्स के प्रतिरोध को मापने की कुछ विशेषताओं को याद रखना आवश्यक है।
1. क्षेत्र की श्रृंखला वाइंडिंग, मुआवजा वाइंडिंग, अतिरिक्त ध्रुवों की वाइंडिंग का प्रतिरोध छोटा (हजारवां ओम) है, इसलिए माप एक माइक्रोहोमीटर या एक डबल ब्रिज के साथ किया जाता है।
2.आर्मेचर वाइंडिंग के प्रतिरोध को एमीटर-वाल्टमीटर विधि द्वारा इंसुलेटिंग हैंडल (चित्र 8) में स्प्रिंग्स के साथ एक विशेष दो-संपर्क जांच का उपयोग करके मापा जाता है। माप निम्नानुसार किया जाता है: 4-6 V के वोल्टेज के साथ एक अच्छी तरह से चार्ज की गई बैटरी से एक प्रत्यक्ष धारा ब्रश को हटाकर स्थिर आर्मेचर के कलेक्टर प्लेटों को आपूर्ति की जाती है। उन प्लेटों के बीच जिनसे करंट की आपूर्ति की जाती है, वोल्टेज ड्रॉप को मिलीवोल्टमीटर से मापा जाता है। आर्मेचर की एक शाखा का आवश्यक प्रतिरोध मान
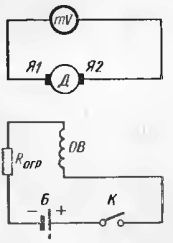
चावल। 6. तटस्थ स्थिति में ब्रश की सही स्थापना की जाँच करने की योजना
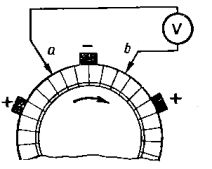
चावल। 7. ब्रश की ध्रुवीयता निर्धारित करने की योजना
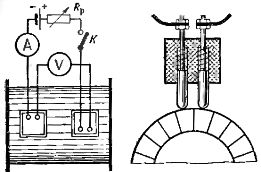
चावल। 8 दो-पिन जांच का उपयोग करके आर्मेचर प्रतिरोध का मापन
इसी तरह के माप अन्य सभी प्लेटों के लिए किए जाते हैं। प्रत्येक आसन्न प्लेट के बीच प्रतिरोध मान एक दूसरे से नाममात्र मूल्य के 10% से अधिक भिन्न नहीं होना चाहिए (यदि मशीन में एक समान घुमावदार है, तो अंतर 30% तक पहुंच सकता है)।
वाइंडिंग के इन्सुलेशन प्रतिरोध का मापन और वाइंडिंग के इन्सुलेशन की ढांकता हुआ ताकत का निरीक्षण उसी तरह से किया जाता है जैसे अतुल्यकालिक मोटर्स के संबंधित निरीक्षण बिंदु।
डीसी मोटर का प्रारंभिक स्टार्ट-अप मोटर को ट्यूनिंग के तुरंत बाद किया जाता है ताकि अंत में इसकी संचालन क्षमता की जांच हो सके। अतुल्यकालिक मोटर्स के समान, डीसी मोटर्स को तंत्र और गियरबॉक्स बंद के साथ निष्क्रिय मोड में परीक्षण किया जाता है। नियंत्रण सर्किट को ठीक से ट्यून करने के लिए डीसी मोटर का एक समान निष्क्रिय परीक्षण आवश्यक है।
इंजन को बेकार और लोड के तहत शुरू करना बहुत सावधानी से किया जाना चाहिए।शुरू करने से तुरंत पहले, यह सुनिश्चित करना आवश्यक है कि आर्मेचर आसानी से घूमता है, आर्मेचर स्टेटर को स्पर्श नहीं करता है, बीयरिंगों में ग्रीस है, और सुरक्षात्मक रिले की भी जांच करें। अधिकतम सुरक्षा का ट्रिपिंग करंट अधिकतम मोटर करंट के 200% से अधिक नहीं होना चाहिए। एक परीक्षण के साथ डीसी मोटर शुरू करना करंट सर्जेस के दौरान कलेक्टर की निगरानी करके और फिर जब मोटर अधिकतम वोल्टेज और अधिकतम गति पर निष्क्रिय हो रही हो, तो कम्यूटेशन गुणवत्ता को नियंत्रित करें।
निष्क्रिय होने की तुलना में लोड से स्पार्क दर में वृद्धि नहीं होनी चाहिए। डीसी मोटर को ब्रश की स्पार्किंग की डिग्री 11/2 और यहां तक कि 2 के साथ संचालित करने की अनुमति है। स्पार्किंग की अधिक महत्वपूर्ण डिग्री पर, कम्यूटेशन समायोजित किया जाता है: ब्रश तटस्थ पर सेट होते हैं, अतिरिक्त ध्रुवों का तार सही ढंग से होता है चालू होने पर, ब्रश संग्राहक को दबाए जाते हैं और ब्रश संग्राहक से चिपक जाते हैं।
यह याद रखना चाहिए कि कलेक्टर पर अस्वीकार्य चाप नियंत्रण सर्किट की खराबी से जुड़ा हो सकता है, चूंकि आर्मेचर और उत्तेजना सर्किट में वर्तमान के परिवर्तन की दर, वर्तमान वृद्धि के अधिकतम मूल्य, का अनुपात अलग-अलग समय में आर्मेचर करंट और मशीन का चुंबकीय प्रवाह सर्किट पर निर्भर करता है। लोड के तहत ऑपरेशन को देखने और डीसी मोटर के कम्यूटेशन को समायोजित करने के बाद, कमीशनिंग प्रक्रिया को पूरा माना जा सकता है।