आरा मिलों के लिए विद्युत उपकरण
 आरा मिलों में, बोर्डों, बीमों और अन्य वर्गीकरणों में गोल लकड़ी काटने का मुख्य उपकरण आरा मिलों का मुख्य उपकरण है।
आरा मिलों में, बोर्डों, बीमों और अन्य वर्गीकरणों में गोल लकड़ी काटने का मुख्य उपकरण आरा मिलों का मुख्य उपकरण है।
आरा फ्रेम एक बहु-आरी मशीन है जिसमें कठोर फ्रेम में आरी फैली हुई है। जॉगिंग और निरंतर फीड के साथ सिंगल और डबल डेक, संकीर्ण और चौड़े उद्घाटन में वर्टिकल सॉमिल्स का निर्माण किया जाता है। नवीनतम सॉमिल फ्रेम में तीन से छह इलेक्ट्रिक मोटर होते हैं। क्रैन्कशाफ्ट रोटेशन गति - 200 से 600 मिनट-1 तक, ड्राइव एक अतुल्यकालिक मोटर द्वारा घाव रोटर के साथ किया जाता है, और कभी-कभी गिलहरी-पिंजरे रोटर मोटर द्वारा किया जाता है।
आरी (चित्र 1) के फ्रेम पर, 3.2–9 मीटर की लंबाई और 65 सेमी के व्यास के साथ माथे में कटौती की जाती है। फ्रेम के कच्चा लोहा फ्रेम में अनुप्रस्थ कनेक्शन द्वारा एक दूसरे से जुड़े दो पैर और साइड की दीवारें होती हैं।
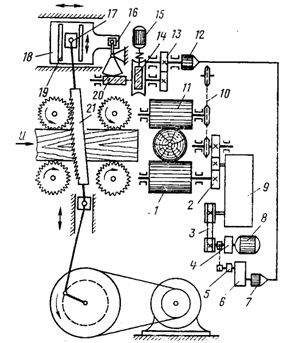
चावल। 1. सॉमिल फ्रेम का कीनेमेटिक डायग्राम
चीरघर का फ्रेम बेस प्लेट पर लगा होता है। दो चक्का के साथ एक क्रैंकशाफ्ट और एक ड्राइव चरखी एक प्लेट पर लगे दो मुख्य बीयरिंगों में घूमती है।आई-बीम की कनेक्टिंग रॉड एक रोलर बेयरिंग के माध्यम से निचले सिर के साथ क्रैंकशाफ्ट पिन से जुड़ी होती है, और ऊपरी सिर सुई के असर के माध्यम से आरा फ्रेम के निचले क्रॉस सदस्य के माध्यम से पिन से जुड़ा होता है।
आरा फ्रेम के निचले और ऊपरी क्रॉस सदस्य गोल ट्यूबलर समर्थन से जुड़े हुए हैं। देखा फ्रेम के क्रॉस सदस्यों पर पिन वाले टेक्स्टोलाइट स्लाइडर पतला रोलर बीयरिंग से जुड़े हुए हैं।
आरा फ्रेम का डिज़ाइन हाइड्रोलिक टेंशनर के उपयोग की अनुमति देता है। इसके आठ गाइडों में से चार प्रिज्मीय हैं और चार फ्लैट हैं, जो बेड पर लगे कास्ट-आयरन प्लेटों से जोड़े में जुड़े हुए हैं। ऊपरी गाइड प्लेटें एक स्लाइड पर लगाई जाती हैं और आरा फ्रेम के झुकाव तंत्र द्वारा स्थानांतरित की जाती हैं, जो प्लॉट Δ के आकार पर निर्भर करता है।
फोर-रोलर फीड मैकेनिज्म की अलग-अलग ड्राइव, जिसमें थाइरिस्टर ड्राइव शामिल है, लॉग फीड स्पीड का एक सहज समायोजन सुनिश्चित करता है। टॉर्क को इंजन 8 से इलेक्ट्रोमैग्नेट, इलेक्ट्रोमैग्नेटिक क्लच 4, बेल्ट ट्रांसमिशन 3, गियरबॉक्स 9 और गियर्स 2 के माध्यम से निचले रोलर्स 1 में प्रेषित किया जाता है। ऊपरी रोलर्स 11 रोलर चेन 10 के माध्यम से घूमते हैं।
केन्द्रापसारक नियामक 5 के डायल को घुमाकर किए गए विद्युत चुम्बकीय क्लच 4 की स्लाइड को बदलकर पार्सल का आकार समायोजित किया जाता है। इस प्रयोजन के लिए, ऑपरेटर सर्वो मोटर 15 को चालू करता है, डायल को उपयुक्त कोण पर घुमाता है, वर्म गियर 14, गियर 13, सेल्सिन सेंसर 12, सेलसिन रिसीवर 7 और रेड्यूसर 6 द्वारा रोटेशन किया जाता है।वर्म गियर 20 और लीवर 16 के माध्यम से कमरे Δ को एक साथ बदलकर, प्लेट 18 क्षैतिज विमान में आरा फ्रेम के ऊपरी स्लाइड 17 के गाइड 19 के साथ चलती है और आरा 21 के झुकाव में बदलाव होता है।
एक चीरघर फ्रेम 2P80 का एक योजनाबद्ध सर्किट आरेख अंजीर में दिखाया गया है। 2. इसके विद्युत उपकरण में 125 kW मुख्य शाफ्ट ड्राइव एसिंक्रोनस मोटर M1, सॉ फ्रेम टिल्टिंग मैकेनिज्म ड्राइव M2 मोटर, हाइड्रोलिक स्टेशन मोटर MZ, स्नेहन पंप मोटर M4 और स्वचालित नियंत्रण प्रणाली शामिल हैं, जो DC मोटर M5 के साथ थाइरिस्टर ड्राइव पर आधारित है।
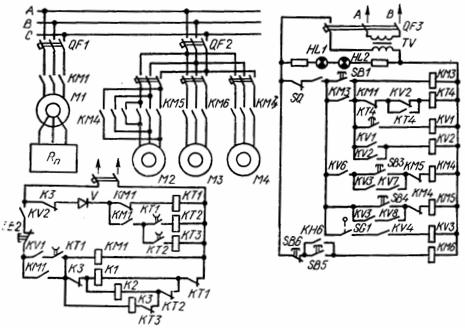
चावल। 2. चीरघर फ्रेम 2P80 का विद्युत योजनाबद्ध आरेख
मोटर्स की अधिकतम वर्तमान सुरक्षा स्वचालित स्विच द्वारा प्रदान की जाती है: QF1 - मोटर M1, QF2 - मोटर्स M2, MZ, M4 और QF3 - नियंत्रण सर्किट। जब QF3 चालू होता है, तो चेतावनी लैंप HL1 और HL2 प्रकाश करते हैं। मुख्य शाफ्ट मोटर M1 को रैखिक संपर्ककर्ता KM1 का उपयोग करके शुरू किया गया है, और फ़ीड मोटर M5 की ड्राइव मोटर संपर्ककर्ता KM2 का उपयोग करके शुरू की गई है।
विद्युत नियंत्रण सर्किट में शामिल हैं: पावर सर्किट (ड्राइविंग मोटर्स); थाइरिस्टर डीसी ड्राइव के आधार पर रिले-संपर्ककर्ता नियंत्रण सर्किट और स्वचालित नियंत्रण प्रणाली के सर्किट। ऊपरी गेट खुला होने पर आरा फ्रेम ड्राइव को चालू करने के लिए, मुख्य शाफ्ट और वी-बेल्ट सुरक्षा स्ट्रिप्स को हटा दिया जाता है, और जब आरा फ्रेम बंद हो जाता है, तो सीमा स्विच का उपयोग किया जाता है (जिसका ब्लॉक चित्र 2 में इंगित किया गया है)। अक्षर SQ के साथ)।
घुमावदार रोटर के साथ मोटर एम 1 की शुरुआत क्रमिक रूप से त्वरण रिले केटी 1, केटी 2 और केटी 3 को बंद करके समय के एक समारोह के रूप में की जाती है, जो कि एक निश्चित समय की देरी के साथ संपर्ककर्ता के 1, के 2 का उपयोग करके रिओस्टेट आरपी शुरू करने के तीन चरणों को धीरे-धीरे आउटपुट करता है। और के 3।
स्टार्ट बटन SB1 (चित्र 2 देखें) को दबाने से संपर्ककर्ता KM3 का तार चालू हो जाता है, जो तेल पंप के मोटर M4 के पावर कॉन्टैक्ट KM3 को बंद कर देता है, क्लोजिंग कॉन्टैक्ट KM3 बटन SB1 को बायपास कर देता है।
मुख्य गति मोटर M1 तब शुरू होती है जब मध्यवर्ती रिले KV1 का संपर्क KV1 बंद हो जाता है। इस रिले का तार KT4 समय रिले के KT4 संपर्क के माध्यम से शक्ति प्राप्त करता है, जो बंद होने पर देरी से बंद हो जाएगा। इसलिए, रिले केटी 4 मोटर एम 4 और एम 1 की शुरुआत के बीच देरी प्रदान करता है।
जब रिले KV1 चालू होता है, तो रिले KV2 एक साथ चालू होता है, जिसका समापन संपर्क KV2 संपर्ककर्ता KM1 के कॉइल को सक्रिय करता है। कुंडल KM1, बिजली प्राप्त करने के बाद, मोटर M1 के पावर सर्किट के मुख्य संपर्क KM1 को चालू करता है, और जब रिओस्टेट पूरी तरह से सेट हो जाता है तो मोटर का रोटर घूमना शुरू कर देगा। त्वरण संपर्ककर्ता K1, K2 और K3 मंदी के साथ काम करने के बाद, मोटर रोटर अधिकतम गति से घूमेगा।
जब मोटर M1 की शुरुआत पूरी हो जाती है, तो उद्घाटन संपर्क K3 एक साथ संपर्ककर्ताओं K1 और K2 के आपूर्ति सर्किट को तोड़ देगा, और फीडर M5 के मोटर स्टार्टर सर्किट में संपर्क K3 बंद हो जाएगा और इसे शुरू करने के लिए तैयार करेगा। SB2 बटन दबाकर मोटर को रोक दिया जाता है।
हाइड्रोलिक सिस्टम आगे और पीछे के दरवाजों को ऊपर उठाने और कम करने की सुविधा प्रदान करता है, जिसके वेल्डेड केसिंग पर ऊपरी फीड रोलर्स लगे होते हैं।हाइड्रोलिक स्टेशन द्वारा संचालित हाइड्रोलिक सिलेंडरों द्वारा फाटकों को ऊपरी स्थिति में उठा लिया जाता है। हाइड्रोलिक स्टेशन की ड्राइव मोटर M3 द्वारा प्रदान की जाती है, जो एक बटन के पुश पर शुरू होती है, जबकि स्टार्टर का कॉइल KM6 सक्रिय होता है, जो KM6 के मुख्य संपर्कों को बंद कर देता है।
आरी फ्रेम के झुकाव को मैन्युअल रूप से नियंत्रित किया जा सकता है (एसबी3 और एसबी4 बटन दबाकर) या स्वचालित रूप से। स्टार्टर KM4 ("अधिक") के घुमावदार KM4 और स्टार्टर KM5 ("कम") के KM5 के स्वत: नियंत्रण के साथ, वे रिले KV3 के माध्यम से शक्ति प्राप्त करते हैं, जो मोड स्विच "स्वचालित" स्थिति में होने पर चालू होता है , यानी जब संपर्क SQ1 बंद हो।
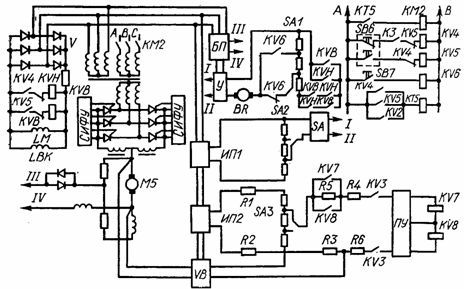
थाइरिस्टर बिजली की आपूर्ति में एक एम 5 डीसी मोटर और एक थाइरिस्टर कनवर्टर होता है। थाइरिस्टर कन्वर्टर (चित्र। 9.2, सी) स्टार्टर केएम 2 द्वारा संपर्क केवी 3 के माध्यम से चालू किया जाता है, जिसके सर्किट में समय रिले केटी 5 का संपर्क बंद होने पर कुंडल शक्ति प्राप्त करता है। समय रिले KT5 तब सक्रिय होगा जब कॉइल KV4 (फॉरवर्ड मोशन) या KV5 (रिवर्स मोशन) सक्रिय होंगे।
यदि लट्ठा काटते समय अटक जाता है, तो इसे इंजन को उल्टा करके वापस ले लिया जाता है। M1 मोटर के बिना फीडर मोटर चालू करना संभव नहीं है। यह आपूर्ति सर्किट KV4 में संपर्क K3 को शामिल करने से सुनिश्चित होता है, जो मोटर M1 के शुरू होने के बाद बंद हो जाता है। जब स्टार्टर KM2 चालू होता है, तो मोटर के कनवर्टर और फील्ड वाइंडिंग LM सक्रिय होते हैं।
यदि रजिस्टर अटका हुआ है, तो SB6 बटन दबाने से KV4 और KVB रिले बंद हो जाते हैं और KV5 और KVH रिले चालू हो जाते हैं।इस स्थिति में, KVH रिले एम्पलीफायर यू के आपूर्ति सर्किट में अपने संपर्कों को बंद कर देता है, जो कि थाइरिस्टर कनवर्टर में शामिल है, परिणामस्वरूप, कनवर्टर के आउटपुट में वोल्टेज की ध्रुवीयता बदल जाती है और मोटर की दिशा बदल जाती है रोटेशन।

जब भार में परिवर्तन होता है तो घूर्णी गति की स्थिरता एक नकारात्मक प्रतिक्रिया द्वारा सुनिश्चित की जाती है, जिसे एक एलबीएल उत्तेजना कॉइल के साथ बीआर टैचोगेनेरेटर द्वारा कार्यान्वित किया जाता है। आर्मेचर बीआर एम्पलीफायर वी के इनपुट से जुड़ा है। थाइरिस्टर कनवर्टर सर्किट में पुनर्योजी ब्रेकिंग के उपयोग से क्षणिक को मजबूर किया जाता है।
फ़ीड दर मैन्युअल रूप से और स्वचालित रूप से समायोजित की जाती है। इसके लिए SA स्विच सेट है। मैन्युअल फ़ीड दर विनियमन में, दर नियामक सर्किट I और II के माध्यम से एम्पलीफायर यू से जुड़ा हुआ है। स्पीड कंट्रोलर SA1 — SA3 पैनल के स्विच होते हैं जिनसे MLT रेसिस्टर्स जुड़े होते हैं।
जंगम संपर्क SA1 को स्थानांतरित करने से पीयू एम्पलीफायर के माध्यम से पल्स-फेज कंट्रोल सिस्टम (SPPC) में प्रवेश करने वाले नियंत्रण सिग्नल में बदलाव होता है, जो ब्रिज रेक्टिफायर सर्किट से जुड़े थायरिस्टर्स के फायरिंग एंगल को बदल देता है, जिसके कारण मोटर M5 की गति बदल जाती है।
SA स्विच के माध्यम से M5 इंजन की गति को स्वचालित रूप से समायोजित करने के लिए, SA1 को एम्पलीफायर ब्लॉक Y से डिस्कनेक्ट किया गया है और एम्पलीफायर Y SA2 - जर्नल व्यास सेंसर से जुड़ा है। इस मामले में, SA1 SA2 से शक्ति प्राप्त करना शुरू कर देता है, जो कि स्थिर बिजली आपूर्ति IP1 से जुड़ा एक पोटेंशियोमीटर है और बिजली स्विचिंग तंत्र द्वारा घुमाया जाता है।
जब पत्रिका का व्यास बदलता है, तो पोटेंशियोमीटर SA2 का स्लाइडर चलता है और SA1 पर लागू नियंत्रण वोल्टेज का मान बदल जाता है, इसलिए पत्रिका के व्यास में परिवर्तन के साथ फ़ीड दर बदल जाती है। गति मान आरा फ्रेम ढलान से मेल खाना चाहिए, गति को SA3 स्विच करके नियंत्रित किया जाता है।
आरा फ्रेम टिल्ट सेंसर SA3 प्रतिरोधों R1 और R2 के माध्यम से एक स्थिर बिजली आपूर्ति IP2 से जुड़ा है। नतीजा देखा फ्रेम के झुकाव के कोण के लिए आनुपातिक तनाव है। इस वोल्टेज की तुलना मोटर वोल्टेज एम 5 के साथ की जाती है, गति के अनुपात में, मोटर आर्मेचर से लिया जाता है और रेक्टीफायर ब्लॉक वीबी के माध्यम से प्रतिरोधी आर 3 को खिलाया जाता है, इसे देखा फ्रेम के झुकाव सेंसर के आउटपुट वोल्टेज से घटाया जाता है।
मोटर के विपरीत होने पर, VB ब्लॉक एक निरंतर संदर्भ ध्रुवीयता बनाए रखता है। बेमेल संकेत प्रतिरोधों R4 - R6 और समापन संपर्कों KV3 (स्वचालित समायोजन के दौरान बंद) के माध्यम से मध्यवर्ती एम्पलीफायर पीयू के इनपुट को खिलाया जाता है। सिग्नल को बढ़ाया जाता है और पीयू आउटपुट को खिलाया जाता है, जिससे केवी7 और केवी8 रिले जुड़े होते हैं। त्रुटि इनपुट सिग्नल की ध्रुवीयता के आधार पर उन्हें ट्रिगर किया जाता है।
इसलिए, जैसे-जैसे फ़ीड दर बढ़ती है, मोटर से निकाला गया वोल्टेज बढ़ता है और बेमेल मान ऋणात्मक होता है। इस मामले में, फ़ीड दर और देखा फ्रेम के झुकाव के बीच संबंध टूट गया है। पीयू एम्पलीफायर से प्रवर्धित आउटपुट सिग्नल में रिले केवी 7 शामिल है, जिसके समापन संपर्कों में कॉइल केएम 4 शामिल है।
KM4 समापन संपर्क M2 मोटर को "आगे" घुमाते हैं - आरी फ्रेम के झुकाव को बढ़ाते हुए।उसी समय, पोटेंशियोमीटर स्लाइडर को घुमाकर SA3 पर आउटपुट वोल्टेज बढ़ाया जाता है। विचलन संकेत शून्य से घटने लगता है, जिसके बाद आरा फ्रेम के झुकाव में वृद्धि बंद हो जाती है। यह फ़ीड दर और आरी के फ्रेम के कोण के बीच एक मेल रखता है।
नियंत्रण प्रक्रिया फ़ीड दर में कमी के समान तरीके से आगे बढ़ती है, लेकिन इस मामले में त्रुटि संकेत का सकारात्मक संकेत है। यह रिले KV8 को चालू करने के साथ-साथ KM5 और मोटर M2 को रिवर्स करने का कारण बनता है। जैसे-जैसे फीड रेट घटता है, आरा फ्रेम का ढलान भी घटता जाता है। नियमन के दौरान, ड्राइव संपर्क KV7 और KV8 प्रतिरोध R5 को बायपास करता है, जिससे प्रक्रिया को बल देना संभव हो जाता है।
काटने की शुरुआत में, काम करने वाली फ़ीड गति के 30% से अधिक नहीं के बराबर काटने की गति होना आवश्यक है। यह निम्न प्रकार से किया जाता है। बटन एसबी 7 दबाकर, रिले केवी 6 सक्रिय होता है, जिसके संपर्क आउटपुट एसए 1 पर स्विच किए जाते हैं, ताकि समापन संपर्क केवी 6 के माध्यम से थाइरिस्टर कनवर्टर के इनपुट पर एक छोटा नियंत्रण वोल्टेज आपूर्ति की जाती है, जो कम काटने की गति बनाता है .
फ़ीड के अंत के बाद, SB7 बटन बंद हो जाता है और डिवाइस काम करने के मोड में चला जाता है। फ़ीड के दौरान आरा फ्रेम के झुकाव के लिए स्वत: नियंत्रण प्रणाली की रुकावट समापन संपर्क KV6 को आपूर्ति सर्किट से जोड़कर प्रदान की जाती है। स्टार्टर कॉइल KM4 और KM5 के।