चुंबकीय स्टार्टर्स की मरम्मत
चुंबकीय स्टार्टर्स के संपर्कों की मरम्मत
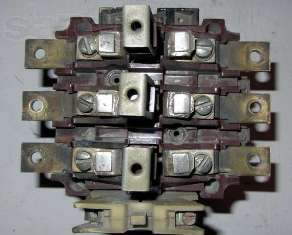
 संपर्क चुंबकीय शुरुआत, जिसकी सतह पर जलने और कार्बन जमा होने के निशान हैं, सफेद स्पिरिट या एविएशन गैसोलीन में डूबा हुआ सूती कपड़ा से साफ किया जाता है।
संपर्क चुंबकीय शुरुआत, जिसकी सतह पर जलने और कार्बन जमा होने के निशान हैं, सफेद स्पिरिट या एविएशन गैसोलीन में डूबा हुआ सूती कपड़ा से साफ किया जाता है।
संपर्कों की सतह पर धातु के छींटे और "मोतियों" को एक फ़ाइल से साफ किया जाता है। 0.05 मिमी मोटी पाइक से सफाई करने के बाद, संपर्क सतहों के कनेक्शन की जकड़न की जांच करें। बंद संपर्कों के साथ, जांच संपर्कों के बीच संपर्क सतह के 25% से अधिक नहीं होनी चाहिए।
टूटने या ढीले होने की स्थिति में, संपर्क वसंत को अस्वीकृत स्टार्टर से एक नए या उपयुक्त के साथ बदल दिया जाता है।
जब धारावाही तारों को जोड़ने के लिए पेंचों के लिए छेदों में धागा घिस जाता है या उजागर हो जाता है, तो क्षतिग्रस्त धागे वाले छेदों को काट दिया जाता है, और निम्नलिखित आकार के धागे को एक नल से टैप किया जाता है।

चुंबकीय स्टार्टर्स के चुंबकीय सर्किट की मरम्मत
मैग्नेटिक स्टार्टर्स के मैग्नेटिक सर्किट में एक आर्मेचर और एक कोर होता है, जिस पर एक शॉर्ट-सर्कुलेटेड कॉइल को मजबूत किया जाता है।
कोर और आर्मेचर की दूषित संपर्क सतहों को गैसोलीन में भिगोए गए सफाई सामग्री से साफ किया जाता है।यदि संपर्क की सतह पर जंग के निशान हैं, तो सतह को एक उभरे हुए कपड़े से साफ किया जाता है। 0.05 मिमी जांच के साथ सफाई के बाद, हाथ से कोर के खिलाफ आर्मेचर को दबाकर कोर और आर्मेचर के बीच संपर्क क्षेत्र की जांच करें। संपर्क सतह कोर सेक्शन का कम से कम 70% होना चाहिए।
यदि आर्मेचर के मध्य कोर और चुंबकीय सर्किट के कोर के बीच हवा का अंतर 0.2 मिमी से कम है, तो स्टार्टर के आर्मेचर या कोर को एक विस में जकड़ा जाता है और मध्य कोर को एक महीन स्लॉट वाली फाइल से भर दिया जाता है। इसके बाद एंकर को कोर पर रखा जाता है और गैप की जांच की जाती है। दूरी 0.2 और 0.25 मिमी के बीच होनी चाहिए। कोर को खिलाते समय, सुनिश्चित करें कि चुंबक प्रणाली बंद होने पर आर्मेचर और कोर कोर कोर की सतहें समानांतर हों।

हार्डनिंग कार्य के दौरान कोर और आर्मेचर की संपर्क सतह को ग्राइंडिंग मशीन पर तब तक ग्राउंड किया जाता है जब तक कि हार्डनिंग के निशान हटा नहीं दिए जाते। जांच के साथ पीसने के बाद, मध्य किस्में के साथ-साथ आर्मेचर और कोर के अंत किस्में के संपर्क क्षेत्र के बीच की खाई की जांच करें। मध्य कोर के बीच का अंतर ऊपरी सीमा के भीतर होना चाहिए, और अंत कोर का संपर्क क्षेत्र कोर क्रॉस-सेक्शन का कम से कम 70% होना चाहिए।
स्टार्टर्स में क्षतिग्रस्त शॉर्ट सर्किट को एक नए से बदल दिया गया है। स्टार्टर के क्षतिग्रस्त शॉर्ट सर्किट को एक तरफ फाइल के साथ काटकर हटा दिया जाता है।
जिस जगह पर कॉइल लगा होता है उस जगह को फाइल से साफ किया जाता है। नया शॉर्टिंग टर्न पीतल का बना है।सामग्री का प्रतिस्थापन और आयामों में विचलन के साथ शॉर्ट सर्किट बनाना निषिद्ध है, क्योंकि इससे शामिल स्टार्टर के शोर में वृद्धि होती है या लूप के अस्वीकार्य ताप में वृद्धि होती है।
स्टार्टर में उत्पादित शॉर्ट सर्किट को कोर के खांचे में दबाया जाता है या कोर पर रखा जाता है और इसकी फिक्सिंग प्लेटें मुड़ी हुई होती हैं।
यदि चुंबकीय सर्किट की सतह का रंग खराब हो गया है, तो इसे गैसोलीन या सफेद स्पिरिट में भिगोए गए सफाई सामग्री से साफ किया जाता है और सुखाया जाता है। सुखाने के बाद, कोर और एंकर को एक तामचीनी स्नान में उतारा जाता है ताकि संपर्क सतहों को वार्निश के साथ कवर न किया जा सके और संपर्क सतह के किनारों के चारों ओर अप्रकाशित पट्टी की चौड़ाई 3 मिमी से अधिक न हो। आप ब्रश से चुंबकीय सर्किट के कोर और आर्मेचर को भी पेंट कर सकते हैं।
पेंट की गई सतहों को 2-3 घंटों के लिए हवा में सुखाया जाता है।

चुंबकीय स्टार्टर्स के टर्मिनल क्लैंप की मरम्मत
टर्मिनल ब्लॉकों की जली हुई या ऑक्सीकृत संपर्क सतहों को एक फ़ाइल या सैंडपेपर से साफ किया जाता है, गैसोलीन में भिगोए गए सफाई सामग्री से पोंछा जाता है, और POS-30 सोल्डर के साथ टिन किया जाता है।
जब वर्तमान आपूर्ति तारों को जोड़ने के लिए शिकंजा के छेद में धागा पहना या टूटा जाता है, तो छेद को गैस मशाल का उपयोग करके तांबे या पीतल के साथ वेल्ड किया जाता है। वेल्डिंग स्थान को एक फ़ाइल से साफ किया जाता है, कील लगाई जाती है और एक नया धागा काटने के लिए एक छेद ड्रिल किया जाता है। ड्रिल किए गए छेद में क्षतिग्रस्त धागे के आकार का एक धागा काटा जाता है।