अलग असेंबली और तेल स्विच के पुर्जों की मरम्मत
एक्चुएटर मरम्मत (चित्र 1 देखें)।
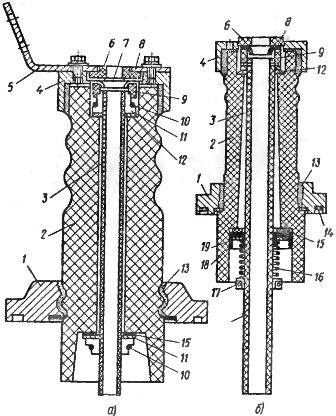
 जाँच करें, शाफ्ट 2 और बीयरिंगों को साफ़ करें। बीयरिंगों में दरारों की जाँच करें। स्नेहन छिद्र को साफ करें 15. शाफ्ट में 0.5-1 मिमी से अधिक का अनुदैर्ध्य स्ट्रोक नहीं होना चाहिए। अन्यथा, मरम्मत के लिए शाफ्ट को हटा दिया जाता है। ऐसा करने के लिए, शाफ्ट पर बैठे दो-सशस्त्र लीवर 3 को पहले ट्रांसमिशन रॉड और ड्राइव से अलग किया जाता है, और रोलर्स जारी किए जाते हैं, जो स्टॉप स्प्रिंग्स और लीवर के ऊपरी कान को जोड़ते हैं। रोलर्स को हटा दिया जाता है, नटों को खोल दिया जाता है और बोल्ट 14 को हटा दिया जाता है, जो बियरिंग्स को फ्रेम 1 में बांधते हैं।
जाँच करें, शाफ्ट 2 और बीयरिंगों को साफ़ करें। बीयरिंगों में दरारों की जाँच करें। स्नेहन छिद्र को साफ करें 15. शाफ्ट में 0.5-1 मिमी से अधिक का अनुदैर्ध्य स्ट्रोक नहीं होना चाहिए। अन्यथा, मरम्मत के लिए शाफ्ट को हटा दिया जाता है। ऐसा करने के लिए, शाफ्ट पर बैठे दो-सशस्त्र लीवर 3 को पहले ट्रांसमिशन रॉड और ड्राइव से अलग किया जाता है, और रोलर्स जारी किए जाते हैं, जो स्टॉप स्प्रिंग्स और लीवर के ऊपरी कान को जोड़ते हैं। रोलर्स को हटा दिया जाता है, नटों को खोल दिया जाता है और बोल्ट 14 को हटा दिया जाता है, जो बियरिंग्स को फ्रेम 1 में बांधते हैं।
फ्रेम में कटआउट 13 के माध्यम से, शाफ्ट 2 को बीयरिंगों के साथ हटा दिया जाता है। बीयरिंगों को शाफ्ट से हटा दिया जाता है और शाफ्ट पर वाशर 18 आवश्यक आयामों को रखा जाता है। शाफ़्ट की 17 और बियरिंग को साफ़ करें। शाफ्ट को फिर बीयरिंगों के साथ इकट्ठा किया जाता है और रिवर्स ऑर्डर में स्थापित किया जाता है। शाफ्ट कंधे और असर के अंत के बीच की खाई के आकार की जांच करने के लिए एक जांच का उपयोग किया जाता है, जो प्रत्येक असर के लिए 0.5 - 1 मिमी के भीतर होना चाहिए।यदि कोई अंतर नहीं है, तो बोल्ट 14 के नट को ढीला करना और फ्रेम और असर के बीच गैसकेट की आवश्यक मोटाई डालना आवश्यक है। इसके बाद, उन जगहों की जांच करें जहां लीवर को शाफ्ट से वेल्ड किया गया है। दरारें नहीं पड़नी चाहिए। मध्य लीवर पर बम्पर स्टॉप रोलर को स्वतंत्र रूप से घूमना चाहिए।
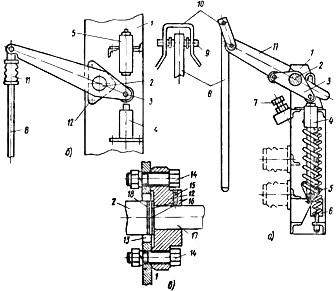
चावल। 1. एक्ट्यूएटर: ए - ब्रेकर वीएमजी -10, बी - वही, वीएमजी -133, सी - असर, 1 - फ्रेम, 2 - शाफ्ट, 3 - टू-आर्म लीवर, 4 - ऑयल बफर, 5 - स्प्रिंग बफर, 6 - ओपनिंग स्प्रिंग, 7 - लॉकिंग बोल्ट, 8 - मूवेबल कॉन्टैक्ट, 9 - एक्सिस, 10 - क्लैम्प, 11 - इंसुलेटिंग लीवर (पोर्सिलेन रॉड), 12 - बियरिंग, 13 - शाफ्ट लगाने के लिए फ्रेम में कटआउट, 14 - बोल्ट के साथ अखरोट और वॉशर, 15 - ग्रीस के लिए छेद, 16 - वाशर, 17 - शाफ्ट
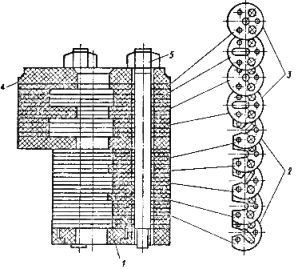
ब्रेकर VMG-10 (छवि 2) के बफर और शुरुआती स्प्रिंग्स की सावधानीपूर्वक जांच और जांच करना आवश्यक है। स्प्रिंग्स में उन जगहों पर दरारें नहीं होनी चाहिए जहां वे कानों को वेल्डेड करते हैं, झुकता की सतह पर, हैंडल में थ्रेड्स में ब्रेक नहीं होना चाहिए। वसंत तनाव अखरोट 8 के साथ समायोजित किया जाता है। समायोजित दूरी एच काउंटर अखरोट के साथ तय की जाती है। क्षतिग्रस्त वसंत को बदल दिया जाता है। तंत्र के घर्षण भागों को CIATIM-201 ग्रीस से लुब्रिकेट किया जाता है।
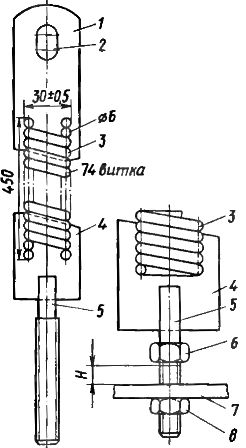 चावल। 2. सर्किट ब्रेकर VMG -10 का ओपनिंग स्प्रिंग: 1 — अपर स्टॉप, 2 — कनेक्टिंग एक्सिस के लिए होल, 3 — स्प्रिंग, 4 — लोअर लग, 5 — थ्रेडेड हैंडल, 6 — लॉक नट, 7 — कॉर्नर फ्रेम, 8 - तनाव अखरोट
चावल। 2. सर्किट ब्रेकर VMG -10 का ओपनिंग स्प्रिंग: 1 — अपर स्टॉप, 2 — कनेक्टिंग एक्सिस के लिए होल, 3 — स्प्रिंग, 4 — लोअर लग, 5 — थ्रेडेड हैंडल, 6 — लॉक नट, 7 — कॉर्नर फ्रेम, 8 - तनाव अखरोट
ऑयल बफर रिपेयर (अंजीर देखें। 3)।
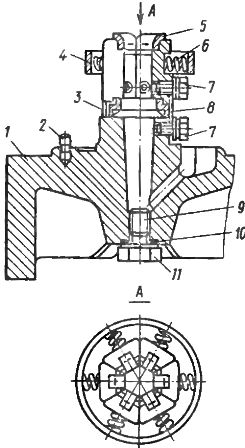
बफर के पिस्टन 5 के स्ट्रोक की जाँच करें, रॉड 4 पर अपने हाथ से अभिनय करते हुए, पिस्टन को सबसे निचली स्थिति में तब तक दबाएं जब तक कि यह आवास के नीचे बंद न हो जाए।वसंत 6 की कार्रवाई के तहत पिस्टन को अपनी प्रारंभिक स्थिति में उठना चाहिए। बफर के संचालन में जैमिंग या अन्य विसंगतियों के मामले में, इसे अलग कर दिया जाता है। विशेष नट 3 को खोलना, रॉड, पिस्टन और स्प्रिंग को हटा दें, शरीर से तेल डालें।
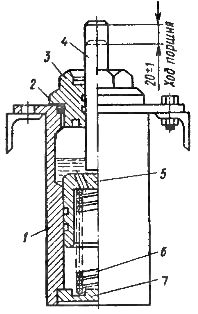
चावल। 3. ब्रेकर वीएमजी -10 का तेल बफर: 1 - आवास, 2 - सील गैसकेट, 3 - विशेष अखरोट, 4 - रॉड, 5 - पिस्टन, 6 - वसंत, 7 - आवास के नीचे
सभी भागों की जाँच और सफाई की जाती है। जंग और असमानता को रेत दिया जाता है।
तेल संकेतक VMPP-10 (चित्र 4) की मरम्मत।
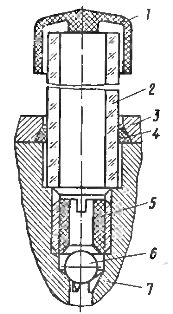
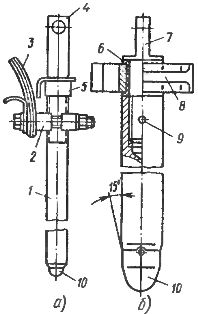
चावल। 4. प्रेशर गेज VMPP -10: 1 — कैप, 2 — ग्लास ट्यूब, 3 — फ्लैंज, 4 — गैसकेट, 5 — फिटिंग, b — बॉल, 7 — बॉडी
यदि तेल निकालते समय कोई खराबी देखी जाती है, तो प्रेशर गेज को अलग कर दिया जाता है, जिसके लिए कैप 1, ग्लास ट्यूब 2 और गैसकेट 4 को हटा दिया जाता है, और फिर (VMG-133 के लिए) रॉड को हटा दिया जाता है और हाउसिंग 7 में चैनल उड़ाया जाता है। ऑयल इंडिकेटर को रिवर्स ऑर्डर में अस्सेम्ब्ल करें: VMG-10 स्विच में, ऑयल इंडिकेटर की जगह एक विंडो बनाई जाती है।
झाड़ी की मरम्मत (चित्र 5)।
इंसुलेटर के क्षतिग्रस्त हिस्सों की जांच करने और उन्हें बदलने के लिए, इसे डिसअसेंबल किया जाता है। ब्रैकेट को कैप 4 तक सुरक्षित करने वाले बोल्ट को खोल दिया जाता है और ब्रैकेट को हटा दिया जाता है। वॉशर 6 और बुशिंग 8 निकालें। अर्ध-कई गुना 9 के बोल्ट (VMG-133 के लिए) को ढीला करें, अर्ध-कई गुना हटा दें। ऊपर की ओर दबाकर, ट्यूब 3 को हटा दें और आस्तीन 8 को वाशर 15 और 19 से अलग करें।
आधा अंगूठी (आधा कॉलर) 17 और वसंत 16 निकालें। इन्सुलेटर को रिवर्स ऑर्डर में इकट्ठा किया जाता है। चमड़े के कफ 8 और 18 की जांच करें, जो पर्याप्त रूप से लोचदार और लोचदार होना चाहिए, आधा-स्प्लिटर 17 के बन्धन की जांच करें।यदि प्रेशर स्प्रिंग 16 में वाइंडिंग्स एक दूसरे के खिलाफ दबाए जाते हैं, तो इसे एक नए के साथ बदल दिया जाता है, क्योंकि उच्च धाराओं पर स्प्रिंग एक बंद लूप बनाता है, ज़्यादा गरम होता है, और इससे बैक्लाइट ट्यूब 3 और कफ का कार्बोनाइजेशन हो सकता है। उसी कारण से, अर्ध-डिस्कनेक्टरों के क्लैंपिंग पेंच पीतल के बने होने चाहिए।
चावल। 5. स्विच के लिए बुशिंग इंसुलेटर: ए - वीएमजी -10, बी - वीएमजी -133, 1 - फ्लैंज, 2 - पोर्सिलेन इंसुलेटर, 3 - बेकेलाइट ट्यूब, 4 - कैप, 5 - करंट के साथ क्लैंप, 6 - रिंग (गठित वॉशर) , 7, 15 और 19 — वाशर। 8 — लेदर कफ, 9 — स्लीव, 10 — हाफ रिंग, 11 — स्प्रिंग रिंग, 12 — गैसकेट, 13 — रीइन्फोर्सिंग पोटीन, 14 — सीलिंग गैसकेट के साथ फ्लैंज में ग्रूव, 16 — स्प्रिंग, 17 — हाफ कॉलर, 18 - नीचे की चमड़े की सील
VMG-10 सर्किट ब्रेकर के लिए, इन्सुलेटर डिसअसेंबली प्रक्रिया समान है। इन्सुलेटर को बोल्ट कनेक्शन से जारी किया जाता है, ब्रैकेट 5 को हटा दिया जाता है, मध्यवर्ती इन्सुलेट भागों को बाहर निकाल दिया जाता है - रिंग 6, वॉशर 7, आस्तीन 8, आस्तीन 9। वसंत को हटा दें और 10 आधे छल्ले कस लें, रबर वॉशर 5 को हटा दें। पहने हुए हिस्सों को बदलें। इन्सुलेटर को फिर रिवर्स ऑर्डर में इकट्ठा किया जाता है।
इंसुलेटिंग बार और रॉड की मरम्मत।
निरीक्षण के दौरान, हीट इंसुलेटर VMG-133 के कैप्स को लग्स की वेल्डिंग की स्थिति पर ध्यान दिया जाता है। इन जगहों पर दरार नहीं पड़नी चाहिए। नमी प्रतिरोधी फिल्म बनाने के लिए सलाखों के मजबूत जोड़ों को साफ किया जाता है और तेल के रंग से रंगा जाता है।
1.1 - 1.5 सेमी 2 के क्षेत्र के साथ कुचल चीनी मिट्टी के बरतन की छड़ें, झाड़ियों या सहायक इन्सुलेटर को साफ किया जाता है और इन्सुलेट वार्निश (बेकेलाइट) के साथ लेपित किया जाता है। यदि एक बड़ा क्षेत्र काटा जाता है, तो इंसुलेटर बदल दिए जाते हैं। इंसुलेटिंग आर्म्स और रॉड्स को पेंट की सतह से क्षतिग्रस्त नहीं होना चाहिए।
आर्क च्यूट की मरम्मत (चित्र 6)।
कालिख संदूषण के मामले में, काम की सतहों पर धातु के एक छोटे से प्रवाह की उपस्थिति में, विभाजन की सतह का कार्बोनाइजेशन, जो उड़ाने वाले चैनलों के क्रॉस-सेक्शन को नहीं बढ़ाता है, इन सतहों को ठीक सैंडपेपर से साफ करने के लिए पर्याप्त है, ट्रांसफार्मर के तेल से कुल्ला करें और कपड़े से पोंछ लें। ड्रॉबार क्लैंपिंग नट्स को कस लें और जांच लें कि अलग-अलग प्लेटों के बीच कोई गैप तो नहीं है। विकृत और विकृत प्लेटों को बदल दिया गया है।
नीचे की प्लेट 1 की जाँच करें जो फाइबर होनी चाहिए। फाइबर डालने के आंतरिक व्यास को 28 - 30 मिमी (VMG-10 के लिए) के मान तक बढ़ाना, पहले और दूसरे स्लॉट के बीच के विभाजन में 3 मिमी से निकास चैनलों तक खोलना अस्वीकार्य है। दोषपूर्ण भागों को नए के साथ बदल दिया जाता है।
चावल। 6. सर्किट ब्रेकर वीएमजी -10: 1 - फाइबर रिंग, 2 - अनुप्रस्थ ब्लोइंग चैनल, 3 - पॉकेट, 4 - फाइबर रिंग, 5 - नट के साथ टेक्स्टोलाइट कनेक्शन का चाप बुझाने वाला कक्ष
बोल्ट कसने के बाद, कैम स्लॉट की ऊंचाई की जांच करें, जो कारखाने के निर्देशों के अनुसार होनी चाहिए।
प्लेटों के प्रतिस्थापन के साथ कक्ष को पुनर्स्थापित करते समय, यह आवश्यक है: क्लैम्पिंग नट 5 को हटा दें, खींचने वालों से प्लेटों की आवश्यक संख्या को हटा दें, एक नई प्लेट स्थापित करें और हटाए गए प्लेटों को उस क्रम में रखें जिसमें वे पहले स्थापित किए गए थे disassembly, और फिर क्लैंपिंग नट्स को कस लें। जंगम संपर्क के पारित होने के लिए केंद्रीय उद्घाटन में उभरे हुए किनारों और अनियमितताओं के लिए कक्ष विभाजन की जाँच के बाद। गड़गड़ाहट और उभरे हुए किनारों को काटकर हटा दिया जाना चाहिए।
एक निश्चित महिला संपर्क की मरम्मत (चित्र 7)।
यदि सॉकेट संपर्क के लैमेलस में पिघलने या धातु के छोटे मोती होते हैं, तो यह उन्हें साफ करने के लिए पर्याप्त होता है।लैमेली के आयाम कारखाने वाले से 0.5 मिमी से अधिक भिन्न नहीं होने चाहिए। लैमेला को हटाने के बाद, 0.5 मिमी से अधिक की गहराई वाली कोई भी आवाज नहीं रहनी चाहिए। अधिक क्षतिग्रस्त लैमेलस को कम क्षतिग्रस्त वाले से बदलने की सिफारिश की जाती है। मजबूत गुहाओं की उपस्थिति में और दुर्दम्य अस्तर के जलने के कारण, लैमेलस को बदल दिया जाता है।
बेकेलाइट रिंग 4 में प्रदूषण और दरारें नहीं होनी चाहिए, अन्यथा इसे बदल दिया जाएगा। धातु की अंगूठी के साथ प्रतिस्थापन की अनुमति नहीं है, क्योंकि यह एक शॉर्ट सर्किट बनाएगा और उच्च धाराओं पर ओवरहीटिंग का कारण बनेगा। स्प्रिंग 6 दरारों और रिक्तियों से मुक्त होना चाहिए।
सॉकेट संपर्क का पृथक्करण निम्नलिखित क्रम में किया जाता है:
-
रिंग 4 से पेच हटा दें,
-
आउटपुट को होल्ड करते हुए, रिंग 4 को तब तक हटा दें जब तक कि स्प्रिंग 6 गिर न जाए,
-
बोल्ट 7 को खोलना जो लचीले लिंक 8 से लैमेला को डिस्कनेक्ट करता है और सॉकेट के आधार से लचीला लिंक करता है,
-
सपोर्ट रिंग को हटा दें 3.
सॉकेट संपर्क को इकट्ठा करते समय, आपको इस तथ्य पर ध्यान देना चाहिए कि इकट्ठे संपर्क में लैमेला विकृतियों के बिना स्थापित होते हैं और सॉकेट की धुरी के सापेक्ष झुकाव की स्थिति में होते हैं, शीर्ष पर एक दूसरे को छूते हैं।
चित्र 7. VMG-10 और VMPP-10 स्विच के सॉकेट के साथ निश्चित संपर्क: 1 - कवर, 2 - रिटेनर, 3 - सपोर्ट रिंग, 4 - रिंग, 5 - लैमेली, 6 - स्प्रिंग, 7 - स्क्रू (बोल्ट), 8 — फ्लेक्सिबल कनेक्शन, 9 — ऑयल ड्रेन प्लग, 10 — गैसकेट, 11 — ऑयल ड्रेन बोल्ट।
स्लैट्स पर स्प्रिंग प्रेशर की जांच करें और सॉकेट में डाली गई 22mm कॉपर रॉड से सॉकेट को खींचने के लिए आवश्यक बल को मापें। रॉड से 0.5 किलोग्राम की डिस्क जुड़ी होती है, और जब सॉकेट को उठाया जाता है, तो इसे स्लैट्स पर स्प्रिंग्स को संपीड़ित करके इस भार को पकड़ना चाहिए।
जंगम संपर्कों की मरम्मत (अंजीर देखें। 8)।
चावल। 8. जंगम संपर्क: ए - स्विच वीएमजी -10, बी - वही, वीएमपीपी -10, 1 - रॉड, 2 -पिन ब्लॉक, 3 - लचीला कनेक्शन, 4 - कानों के साथ कान, 5 - लॉक नट, 6 - आस्तीन, 7 - हेड, 8 - गाइड ब्लॉक, 9 - पिन, 10 - टिप
जंगम संपर्क के टिप 10 को बदलते समय, नई टिप को सभी तरह से पेंच किया जाना चाहिए ताकि टिप और रॉड के बीच कोई अंतर न हो। चार जगहों के जोड़ को कसकर सील किया जाना चाहिए। एक चिकनी रोलर के साथ संयुक्त की सतह को रोल करें, टिप को पीस लें। रॉड के तांबे के हिस्से को महत्वपूर्ण क्षति के मामले में, बाद वाले को एक नए से बदल दिया जाता है।
संपर्क भाग की मरम्मत।
पिघलने, आवाज, गंदगी और जंग की उपस्थिति में, संपर्क सतह को गैसोलीन से साफ किया जाता है और संपर्क भाग के प्रोफाइल को विकृत किए बिना एक फ़ाइल के साथ लगाया जाता है।
टिन किए गए गैल्वेनाइज्ड या चांदी के संपर्क भागों को केवल मिटा दिया जाता है।
टैंक के आंतरिक इन्सुलेशन की मरम्मत।
फटे निचले और ऊपरी इंसुलेटिंग सिलेंडरों को बदला जाता है। बेकेलाइट ट्यूब में जलन, प्रदूषण और दरारें नहीं होनी चाहिए। कालिख संदूषण को ट्रांसफार्मर के तेल से धोया जाता है। खरोंच या जलने के मामले में, क्षतिग्रस्त क्षेत्रों को शुद्ध एविएशन गैसोलीन में डूबा हुआ स्वाब से मिटा दिया जाता है, सैंड किया जाता है और हवा में सुखाए गए वार्निश (बेकेलाइट, ग्लिफ़टल) से ढका जाता है।
तेल स्विच की मरम्मत के बाद की कार्रवाई
दोषपूर्ण भागों की मरम्मत और प्रतिस्थापन के बाद, स्विच को रिवर्स ऑर्डर में इकट्ठा किया जाता है। VMG-10 स्विच, VMG-133 के विपरीत, इकट्ठा करना आसान है: कुछ तत्व (सॉकेट संपर्क) नीचे से स्थापित होते हैं, और बाकी - सिलेंडर के ऊपर से। VMG-133 सॉकेट कॉन्टैक्ट के टॉप और आर्क च्यूट के बॉटम के बीच की दूरी 14-16mm है।
यदि अंतर आवश्यक मूल्य से विचलित हो जाता है, तो अतिरिक्त स्पेसर स्थापित करना या महिला संपर्क के समर्थन रिंग की ऊंचाई को कम करना आवश्यक है। VMG-10 के लिए, यह अंतर 2-5 मिमी है और प्रत्यक्ष माप द्वारा निर्धारित किया जाता है। ऊपरी इंसुलेटिंग सिलेंडर स्थापित करते समय, इंसुलेटिंग और मेन सिलेंडर में छेदों के संरेखण की जाँच करें। जंगम संपर्क की यात्रा को समायोजित करें, जो "चालू" स्थिति में होने पर, VMG-10 सॉकेट के संपर्क में 40 से प्रवेश करें मिमी अपने स्वयं के वजन की कार्रवाई के तहत यदि आवश्यक हो, तो संपर्क के चलते स्ट्रोक की ऐंठन को समाप्त करें। जंगम संपर्क के पूर्ण स्ट्रोक को समायोजित करें, जो 210 5 मिमी के बराबर होना चाहिए।
संपर्क प्रणाली को समायोजित करने के बाद, स्विच तेल से भर जाता है (1.5 - 1.6 किलोग्राम प्रति सिलेंडर तक)।