इलेक्ट्रोलिसिस - क्रिया, उद्देश्य और अनुप्रयोग का सिद्धांत
इलेक्ट्रोलिसिस प्रक्रियाएं
 इलेक्ट्रोलिसिस अलौह धातु विज्ञान और कई रासायनिक उद्योगों में व्यापक है। एल्युमिनियम, जिंक, मैग्नीशियम जैसी धातुएँ मुख्य रूप से विद्युत अपघटन द्वारा प्राप्त की जाती हैं। इसके अलावा, इलेक्ट्रोलिसिस का उपयोग तांबे, निकल, सीसा को परिष्कृत (शुद्ध) करने के साथ-साथ हाइड्रोजन, ऑक्सीजन, क्लोरीन और कई अन्य रसायनों के उत्पादन के लिए किया जाता है।
इलेक्ट्रोलिसिस अलौह धातु विज्ञान और कई रासायनिक उद्योगों में व्यापक है। एल्युमिनियम, जिंक, मैग्नीशियम जैसी धातुएँ मुख्य रूप से विद्युत अपघटन द्वारा प्राप्त की जाती हैं। इसके अलावा, इलेक्ट्रोलिसिस का उपयोग तांबे, निकल, सीसा को परिष्कृत (शुद्ध) करने के साथ-साथ हाइड्रोजन, ऑक्सीजन, क्लोरीन और कई अन्य रसायनों के उत्पादन के लिए किया जाता है।
इलेक्ट्रोलिसिस का सार इलेक्ट्रोलाइट से पदार्थ के कणों को अलग करना है जब एक प्रत्यक्ष धारा इलेक्ट्रोलाइटिक स्नान से गुजरती है और स्नान (इलेक्ट्रोएक्सट्रैक्शन) में डूबे इलेक्ट्रोड पर उनका जमाव होता है या जब इलेक्ट्रोलाइट के माध्यम से पदार्थों को एक इलेक्ट्रोड से दूसरे में स्थानांतरित किया जाता है ( इलेक्ट्रोलाइटिक रिफाइनिंग)। दोनों ही मामलों में, प्रक्रियाओं का लक्ष्य शुद्धतम संभव पदार्थ प्राप्त करना है जो अशुद्धियों से दूषित नहीं हैं।
इसके विपरीत इलेक्ट्रॉनिक चालकता इलेक्ट्रोलाइट्स में धातु (पानी में लवण, अम्ल और क्षार के घोल और कुछ अन्य सॉल्वैंट्स के साथ-साथ पिघले हुए यौगिकों में), आयनिक चालकता देखी जाती है।
इलेक्ट्रोलाइट्स द्वितीय श्रेणी के कंडक्टर हैं।इन समाधानों और पिघलने में, इलेक्ट्रोलाइटिक पृथक्करण होता है - सकारात्मक और नकारात्मक रूप से आवेशित आयनों का विघटन।
यदि विद्युत ऊर्जा के स्रोत से जुड़े इलेक्ट्रोड को एक इलेक्ट्रोलाइट - एक इलेक्ट्रोलाइज़र के साथ एक बर्तन में रखा जाता है, तो उसमें एक आयनिक धारा प्रवाहित होने लगेगी, और सकारात्मक रूप से आवेशित आयन - धनायन कैथोड में चले जाएंगे (ये मुख्य रूप से धातु और हाइड्रोजन हैं) ), और नकारात्मक रूप से आवेशित आयन - आयन (क्लोरीन, ऑक्सीजन) - एनोड के लिए।
एनोड पर, आयन अपना आवेश छोड़ देते हैं और तटस्थ कण बन जाते हैं जो इलेक्ट्रोड पर बस जाते हैं। कैथोड पर, धनायन इलेक्ट्रोड से इलेक्ट्रॉन लेते हैं और इसे बेअसर भी करते हैं, और बुलबुले के रूप में इलेक्ट्रोड पर छोड़ी गई गैसें ऊपर उठती हैं।
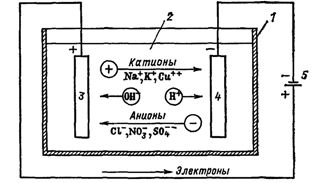
चावल। 1. इलेक्ट्रोलिसिस के दौरान प्रक्रियाएं। इलेक्ट्रिक बाथ सर्किट: 1 - बाथ, 2 - इलेक्ट्रोलाइट, 3 - एनोड, 4 - कैथोड, 5 - बिजली की आपूर्ति
बाहरी सर्किट में विद्युत प्रवाह एनोड से कैथोड तक इलेक्ट्रॉनों की गति है (चित्र 1)। इस मामले में, समाधान समाप्त हो गया है, और इलेक्ट्रोलिसिस प्रक्रिया की निरंतरता बनाए रखने के लिए, इसे समृद्ध किया जाना चाहिए। इस प्रकार इलेक्ट्रोलाइट (इलेक्ट्रोएक्सट्रैक्शन) से कुछ पदार्थ निकाले जाते हैं।

यदि इलेक्ट्रोड को उसी पदार्थ के आयनों के साथ एक समाधान में रखा जाता है जिससे इसे बनाया जाता है, तो इलेक्ट्रोड और विलयन के बीच एक निश्चित क्षमता पर न तो इलेक्ट्रोड घुलता है और न ही विलयन से पदार्थ उस पर जमा होता है।
इस क्षमता को पदार्थ की सामान्य क्षमता कहा जाता है। यदि इलेक्ट्रोड पर अधिक नकारात्मक क्षमता लागू की जाती है, तो उस पर एक पदार्थ (कैथोडिक प्रक्रिया) की रिहाई शुरू हो जाएगी, लेकिन यदि यह अधिक सकारात्मक है, तो इसका विघटन (एनोडिक प्रक्रिया) शुरू हो जाएगा।
सामान्य क्षमता का मान आयन सांद्रता और तापमान पर निर्भर करता है। हाइड्रोजन की सामान्य क्षमता को शून्य मानना आम तौर पर स्वीकार किया जाता है। तालिका 1 पदार्थों के कुछ जलीय घोलों की सामान्य इलेक्ट्रोड क्षमता को + 25 ° C पर दिखाता है।
तालिका 1. + 25 डिग्री सेल्सियस पर सामान्य इलेक्ट्रोड क्षमता
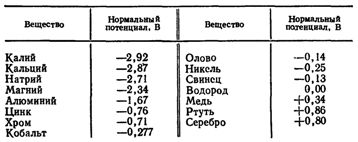
यदि इलेक्ट्रोलाइट में विभिन्न धातुओं के आयन होते हैं, तो कम नकारात्मक सामान्य क्षमता वाले आयन (तांबा, चांदी, सीसा, निकल) कैथोड पर पहले अलग हो जाते हैं; क्षारीय पृथ्वी धातुओं को अलग करना सबसे कठिन है। इसके अलावा, हमेशा जलीय घोल में हाइड्रोजन आयन होते हैं, जो नकारात्मक सामान्य क्षमता वाली सभी धातुओं की तुलना में पहले जारी किए जाएंगे, इसलिए बाद के इलेक्ट्रोलिसिस के दौरान, हाइड्रोजन की रिहाई पर एक महत्वपूर्ण या अधिकांश ऊर्जा खर्च की जाती है। .
विशेष उपायों की मदद से, निश्चित सीमा के भीतर हाइड्रोजन के विकास को रोकना संभव है, लेकिन 1 वी से कम की सामान्य क्षमता वाली धातुएं (उदाहरण के लिए, मैग्नीशियम, एल्यूमीनियम, क्षारीय पृथ्वी धातु) इलेक्ट्रोलिसिस द्वारा प्राप्त नहीं की जा सकतीं। जलीय घोल। ये इन धातुओं के गलित लवणों के अपघटन से प्राप्त होते हैं।
तालिका में संकेतित पदार्थों की सामान्य इलेक्ट्रोड क्षमता।1, न्यूनतम हैं जिस पर इलेक्ट्रोलिसिस प्रक्रिया शुरू होती है, व्यवहार में प्रक्रिया के विकास के लिए क्षमता के बड़े मूल्यों की आवश्यकता होती है।
इलेक्ट्रोलिसिस के दौरान एक इलेक्ट्रोड की वास्तविक क्षमता और इसकी सामान्य क्षमता के बीच के अंतर को ओवरवॉल्टेज कहा जाता है। यह इलेक्ट्रोलिसिस के दौरान ऊर्जा के नुकसान को बढ़ाता है।
दूसरी ओर, हाइड्रोजन आयनों के लिए ओवरवॉल्टेज बढ़ने से इसे कैथोड पर छोड़ना मुश्किल हो जाता है, जिससे जलीय घोलों से इलेक्ट्रोलिसिस द्वारा कई धातुएँ प्राप्त करना संभव हो जाता है जो हाइड्रोजन से अधिक नकारात्मक होती हैं, जैसे सीसा, टिन, निकल , कोबाल्ट, क्रोमियम और यहां तक कि जस्ता भी। यह इलेक्ट्रोड पर वर्तमान घनत्व में वृद्धि के साथ-साथ इलेक्ट्रोलाइट में कुछ पदार्थों को पेश करके प्रक्रिया का संचालन करके प्राप्त किया जाता है।
इलेक्ट्रोलिसिस के दौरान कैथोडिक और एनोडिक प्रतिक्रियाओं का कोर्स फैराडे के निम्नलिखित दो कानूनों द्वारा निर्धारित किया जाता है।
1. पदार्थ md का द्रव्यमान इलेक्ट्रोलिसिस के दौरान कैथोड में छोड़ा जाता है या एनोड से इलेक्ट्रोलाइट तक पारित किया जाता है, इलेक्ट्रोलाइट Azτ के माध्यम से पारित बिजली की मात्रा के समानुपाती होता है: me = α/τ, यहाँ पदार्थ का विद्युत रासायनिक समतुल्य है , जी / सी।
2. विद्युत की समान मात्रा के साथ इलेक्ट्रोलिसिस के दौरान जारी पदार्थ का द्रव्यमान पदार्थ A के परमाणु द्रव्यमान के सीधे आनुपातिक होता है और इसकी वैलेंस n के व्युत्क्रमानुपाती होता है: mNS = A / 96480n, यहाँ 96480 फैराडे संख्या, C x mol है -1।
इस प्रकार, एक पदार्थ α = ए / 96480n का इलेक्ट्रोकेमिकल समकक्ष इलेक्ट्रोलाइटिक स्नान के माध्यम से गुजरने वाली बिजली की एक इकाई मात्रा द्वारा जारी ग्राम में पदार्थ के द्रव्यमान का प्रतिनिधित्व करता है - एक कूलम्ब (एम्पीयर-सेकंड)।
तांबे के लिए A = 63.54, n =2, α =63.54/96480-2= 0.000329 g / C, निकल α = 0.000304 g / C के लिए, जस्ता α = 0.00034 g / C के लिए

फैराडे के कानून के अनुसार जारी किए गए पदार्थ के वास्तव में जारी द्रव्यमान और उसके द्रव्यमान के अनुपात को पदार्थ की वर्तमान उपज η1 कहा जाता है।
इसलिए, एक वास्तविक प्रक्रिया के लिए mNS = η1 NS (A / 96480n) NS यह
स्वाभाविक रूप से, हमेशा η1
वर्तमान दक्षता इलेक्ट्रोड के वर्तमान घनत्व पर महत्वपूर्ण रूप से निर्भर है। जैसे-जैसे इलेक्ट्रोड वर्तमान घनत्व बढ़ता है, वर्तमान दक्षता बढ़ती है और प्रक्रिया दक्षता बढ़ती है।
इलेक्ट्रोलाइज़र को आपूर्ति की जाने वाली वोल्टेज यूएल में शामिल हैं: ब्रेकडाउन वोल्टेज ईपी (एनोडिक और कैथोडिक प्रतिक्रियाओं का संभावित अंतर), एनोडिक और कैथोडिक ओवरवॉल्टेज का योग, इलेक्ट्रोलाइट ईपी में वोल्टेज ड्रॉप, इलेक्ट्रोलाइट में वोल्टेज ड्रॉप यूई = आईआरईपी (रेप - इलेक्ट्रोलाइटिक प्रतिरोध), टायर, संपर्क, इलेक्ट्रोड में वोल्टेज ड्रॉप यूसी = आई (आरडब्ल्यू + आरटीओ + आरएनएस)। हमें मिलता है: यूईएल = ईपी + ईपी + यू + यू।
इलेक्ट्रोलिसिस के दौरान खपत की गई शक्ति इसके बराबर है: Rel = IUmail = I(Ep + Ep + Ue + Uc)
इस शक्ति में से, केवल पहले घटक का उपयोग प्रतिक्रियाओं के संचालन के लिए किया जाता है, बाकी प्रक्रिया की ऊष्मा हानियाँ हैं। केवल पिघले हुए लवण के इलेक्ट्रोलिसिस के दौरान, इलेक्ट्रोलाइट IUe में जारी गर्मी का हिस्सा उपयोगी होता है, क्योंकि यह इलेक्ट्रोलाइज़र में चार्ज किए गए लवण को पिघलाने पर खर्च किया जाता है।
विद्युत अपघटन स्नान की दक्षता का अनुमान खपत की गई बिजली के प्रति 1 जे में जारी पदार्थ के द्रव्यमान से लगाया जा सकता है।इस मूल्य को किसी पदार्थ की ऊर्जा उपज कहा जाता है। यह अभिव्यक्ति qe = (αη1) / Uel100 द्वारा पाया जा सकता है, यहाँ α - पदार्थ के विद्युत रासायनिक समतुल्य, g / C, η1 - वर्तमान आउटपुट, Uemail - एक इलेक्ट्रोलाइटिक का वोल्टेज सेल, वी.