अतुल्यकालिक मोटर्स का विनियमन
 अतुल्यकालिक मोटर्स का समायोजन निम्न श्रेणी में किया जाता है:
अतुल्यकालिक मोटर्स का समायोजन निम्न श्रेणी में किया जाता है:
• दृश्य निरीक्षण;
• यांत्रिक भाग की जाँच;
• शरीर के सापेक्ष और कॉइल्स के बीच कॉइल्स के इन्सुलेशन प्रतिरोध का माप;
• डायरेक्ट करंट के लिए वाइंडिंग्स के प्रतिरोधों को मापना;
• औद्योगिक आवृत्ति पर बढ़ी हुई वोल्टेज के साथ कॉयल का परीक्षण;
• पूर्व परीक्षण।
इंडक्शन मोटर का बाहरी निरीक्षण कंट्रोल पैनल से शुरू होता है।
प्लेट में निम्नलिखित जानकारी होनी चाहिए:
• निर्माता का नाम या ट्रेडमार्क,
• प्रकार और सीरियल नंबर,
• नाममात्र डेटा (बिजली, वोल्टेज, वर्तमान, गति, कुंडल कनेक्शन आरेख, दक्षता, शक्ति कारक),
• जारी करने का वर्ष,
• वजन और इंजन के लिए GOST।
इंजन शील्ड को जानना काम की शुरुआत में आवश्यक है। फिर वे इंजन की बाहरी सतह, इसकी असर वाली असेंबली, शाफ्ट के आउटपुट सिरे, पंखे और टर्मिनल टर्मिनलों की स्थिति की जाँच करते हैं।
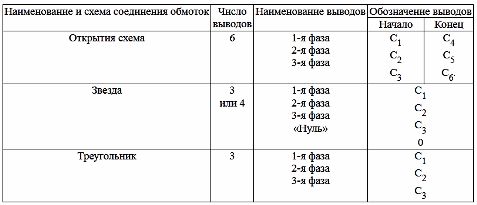
यदि तीन-चरण मोटर में समग्र और खंडित स्टेटर वाइंडिंग्स नहीं हैं, तो टर्मिनलों को तालिका के अनुसार नामित किया गया है।1, और ऐसे कॉइल्स की उपस्थिति में, टर्मिनलों को सामान्य कॉइल्स के समान अक्षरों के साथ नामित किया जाता है, लेकिन पूंजी अक्षरों के सामने अतिरिक्त संख्या के साथ। के लिए बहु-गति अतुल्यकालिक मोटर्स अक्षरों से पहले उस खंड में ध्रुवों की संख्या को दर्शाने वाली संख्याएँ होती हैं।
तालिका नंबर एक
तालिका 2

नोट: टर्मिनल क्रमांकित पी - नेटवर्क से जुड़े, सी - फ्री, जेड - शॉर्ट सर्किट
बहु-गति मोटरों की ढालों के अंकन और विभिन्न गतियों पर उन्हें चालू करने के तरीकों को तालिका की सहायता से समझाया जा सकता है। 2.
इंडक्शन मोटर का निरीक्षण करते समय, टर्मिनल बॉक्स और आउटपुट सिरों की स्थिति पर विशेष ध्यान दिया जाना चाहिए, जहां जीवित भागों और आवास के बीच की दूरी को मापते समय विभिन्न इन्सुलेशन दोष बहुत आम हैं। यह काफी बड़ा होना चाहिए ताकि सतह ओवरलैप न हो। अक्षीय दिशा में शाफ्ट रनआउट का मूल्य समान रूप से महत्वपूर्ण है, जो मानकों के अनुसार, 40 kW तक की शक्ति वाले मोटर्स के लिए 2 मिमी (एक दिशा में 1 मिमी) से अधिक नहीं होना चाहिए।
एयर गैप का आकार बहुत महत्व रखता है, क्योंकि यह अतुल्यकालिक मोटर्स की विशेषताओं पर महत्वपूर्ण प्रभाव डालता है, इसलिए, मरम्मत के बाद या मोटर के असंतोषजनक संचालन के मामले में, एयर गैप को चार विपरीत विपरीत बिंदुओं पर मापा जाता है। निकासी पूरी परिधि में एक समान होनी चाहिए और इन चार बिंदुओं में से किसी पर औसत मूल्य के 10% से अधिक भिन्न नहीं होनी चाहिए।
विभिन्न मशीन टूल्स, जैसे थ्रेड और गियर ग्राइंडर में अतुल्यकालिक मोटर्स में विशेष रिसाव और कंपन की आवश्यकताएं होती हैं।मशीन के घूर्णन भागों की मशीनिंग सटीकता और स्थिति से शाफ्ट रनआउट और विद्युत मशीनों का कंपन बहुत प्रभावित होता है। झटके और कंपन विशेष रूप से तब अधिक होते हैं जब मोटर शाफ्ट को मोड़ा जाता है।
रनआउट - घूमने वाले या दोलन करने वाले भागों जैसे रोटेशन के पिंडों की सतहों की दी गई (सही) सापेक्ष स्थिति से विचलन। रेडियल और एंड स्ट्रोक के बीच अंतर.
सभी मशीनों के लिए, रिसाव अवांछनीय है, क्योंकि यह असर विधानसभाओं और पूरी मशीन के सामान्य संचालन को बाधित करता है। लीकेज नापा जाता है एक डायल के साथ जो 0.01 मिमी से 10 मिमी तक के स्ट्रोक को माप सकता है। शाफ्ट रनआउट को मापते समय, संकेतक की नोक शाफ्ट पर टिकी होती है, जो कम गति से घूमती है। घंटे सूचक हाथ का विचलन रनआउट के मूल्य का अनुमान लगाता है, जो कि तकनीकी विशिष्टताओं में निर्दिष्ट मूल्यों से अधिक नहीं होना चाहिए मशीन या इंजन।
विद्युत मशीनों का इन्सुलेशन एक महत्वपूर्ण संकेतक है, क्योंकि मशीन का स्थायित्व और विश्वसनीयता उसकी स्थिति पर निर्भर करती है। GOST के अनुसार, विद्युत मशीनों के MΩ में वाइंडिंग्स का इन्सुलेशन प्रतिरोध कम से कम होना चाहिए
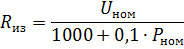
जहाँ संयुक्त राष्ट्र नाममात्र घुमावदार वोल्टेज, वी; पीएन - मशीन की नाममात्र शक्ति, किलोवाट।
इंजन के परीक्षण शुरू होने से पहले इन्सुलेशन प्रतिरोध को मापा जाता है, और फिर समय-समय पर ऑपरेशन के दौरान; इसके अलावा, वे ऑपरेशन में लंबे समय तक रुकावट और ड्राइव के किसी भी आपातकालीन शटडाउन के बाद देखे जाते हैं।

यदि मोटर में प्रत्येक चरण की शुरुआत और अंत का पता लगाया जाता है, तो इन्सुलेशन प्रतिरोध को केस के सापेक्ष और वाइंडिंग्स के बीच प्रत्येक चरण के लिए अलग से मापा जाता है। मल्टी-स्पीड मोटर्स में, प्रत्येक वाइंडिंग के लिए अलग से इन्सुलेशन प्रतिरोध की जाँच की जाती है।
इलेक्ट्रिक मोटर्स के इन्सुलेशन प्रतिरोध को मापने के लिए 1000 वी तक के वोल्टेज का उपयोग किया जाता है मेगामीटर 500 और 1000 वी के लिए।
माप निम्नानुसार किया जाता है, मेगोह्ममीटर «स्क्रीन» के लिए क्लैंप मशीन के शरीर से जुड़ा होता है, और दूसरा क्लैंप कॉइल के टर्मिनल से विश्वसनीय इन्सुलेशन के साथ एक लचीले तार से जुड़ा होता है। एक विश्वसनीय संपर्क सुनिश्चित करने के लिए तारों के सिरों को एक नुकीली धातु की पिन के साथ इन्सुलेट सामग्री के हैंडल से सील किया जाना चाहिए।
मेगर हैंडल लगभग 2 आरपीएस की आवृत्ति पर घूमता है। छोटी मोटरों की एक छोटी क्षमता होती है, इसलिए डिवाइस की सुई को मशीन वाइंडिंग के इन्सुलेशन प्रतिरोध के अनुरूप स्थिति में सेट किया जाता है।
नई मशीनों के लिए, अभ्यास के रूप में इन्सुलेशन प्रतिरोध, 5 से 100 megohms की सीमा में 20 ° C के तापमान पर उतार-चढ़ाव करता है। 1000 वी तक कम शक्ति और वोल्टेज वाले लो-क्रिटिकल ड्राइव वाले मोटर्स के लिए «विद्युत प्रतिष्ठानों के लिए नियम» R के मान पर विशिष्ट आवश्यकताएँ न थोपें।व्यवहार से, ऐसे मामले होते हैं जब 0.5 megohm से कम प्रतिरोध वाले मोटर्स को चालू किया जाता है, उनका इन्सुलेशन प्रतिरोध बढ़ जाता है, और बाद में वे बिना किसी समस्या के काम करते हैं।
ऑपरेशन के दौरान इन्सुलेशन प्रतिरोध में कमी सतह की नमी, प्रवाहकीय धूल के साथ इन्सुलेशन सतह के संदूषण, इन्सुलेशन में नमी के प्रवेश और इन्सुलेशन के रासायनिक अपघटन के कारण होती है। इन्सुलेशन प्रतिरोध में कमी के कारणों को स्पष्ट करने के लिए, इसे एक डबल ब्रिज का उपयोग करके मापना आवश्यक है, उदाहरण के लिए R-316, नियंत्रित सर्किट में दो वर्तमान दिशाओं के साथ। विभिन्न माप परिणामों के साथ, सबसे संभावित कारण इन्सुलेशन की मोटाई में नमी का प्रवेश है।
विशेष रूप से, इंडक्शन मोटर को चालू करने का प्रश्न केवल बढ़े हुए वोल्टेज के साथ वाइंडिंग्स के परीक्षण के बाद ही तय किया जाना चाहिए। ओवरवॉल्टेज परीक्षण के बिना इन्सुलेशन प्रतिरोध के कम मूल्य के साथ एक मोटर को शामिल करने की अनुमति केवल असाधारण मामलों में दी जाती है, जब प्रश्न तय किया जाता है कि कौन सा अधिक लाभदायक है: मोटर को खतरे में डालना या महंगे उपकरण के डाउनटाइम की अनुमति देना।
मोटर के संचालन के दौरान, इन्सुलेशन को नुकसान, अनुमेय मानकों से नीचे इसकी ढांकता हुआ ताकत में कमी के कारण। GOST के अनुसार, मामले के संबंध में और बीच में वाइंडिंग के इन्सुलेशन की ढांकता हुआ ताकत का परीक्षण उन्हें परीक्षण वोल्टेज के साथ 1 मिनट के लिए नेटवर्क से डिस्कनेक्ट किए गए मोटर के साथ किया जाता है, जिसका मान तालिका में दिए गए मान से कम नहीं होना चाहिए। 3.
टेबल तीन
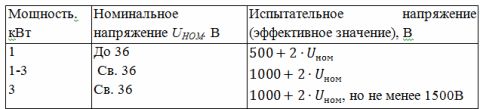
बढ़े हुए वोल्टेज को चरणों में से एक पर लागू किया जाता है, और शेष चरण मोटर आवरण से जुड़े होते हैं।यदि वाइंडिंग को स्टार या डेल्टा में मोटर के अंदर जोड़ा जाता है, तो वाइंडिंग और फ्रेम के बीच इन्सुलेशन परीक्षण एक साथ किया जाता है संपूर्ण वाइंडिंग। परीक्षण के दौरान वोल्टेज को तत्काल लागू नहीं किया जा सकता है। परीक्षण परीक्षण वोल्टेज के 1/3 से शुरू होता है, फिर वोल्टेज को धीरे-धीरे परीक्षण वोल्टेज में बढ़ाया जाता है, और आधे से पूर्ण परीक्षण वोल्टेज में वृद्धि का समय कम से कम 10 एस होगा।
पूर्ण वोल्टेज 1 मिनट के लिए बनाए रखा जाता है, फिर धीरे-धीरे 1 / 3Utest तक कम किया जाता है और परीक्षण सेटिंग बंद कर दी जाती है। परीक्षण के परिणाम संतोषजनक माने जाते हैं यदि परीक्षण के दौरान इन्सुलेशन का कोई टूटना नहीं था या इन्सुलेशन की सतह पर ओवरलैप नहीं था, जबकि उपकरणों पर कोई तेज झटके नहीं देखे गए थे, जो इन्सुलेशन को आंशिक क्षति का संकेत देते थे।
यदि परीक्षण के दौरान कोई खराबी आती है, तो उसके साथ एक जगह पाई जाती है और कॉइल की मरम्मत की जाती है। गलती का स्थान वोल्टेज को फिर से लागू करके निर्धारित किया जा सकता है और फिर चिंगारी, धुआं, या थोड़ी सी चिंगारी देख सकते हैं जब कोई चिंगारी बाहरी रूप से दिखाई नहीं दे रही हो।
वाइंडिंग्स के प्रतिरोध का डीसी माप, जो सर्किट तत्वों के तकनीकी डेटा को स्पष्ट करने के लिए किया जाता है, कुछ मामलों में शॉर्ट सर्किट की उपस्थिति का निर्धारण करना संभव बनाता है। माप के दौरान वाइंडिंग का तापमान परिवेश से 5 ° C से अधिक भिन्न नहीं होना चाहिए।
एमीटर-वाल्टमीटर विधि या माइक्रोह्ममीटर विधि द्वारा एकल या दोहरे पुल का उपयोग करके माप किए जाते हैं।प्रतिरोध मान औसत से 20% से अधिक भिन्न नहीं होना चाहिए।
GOST के अनुसार, वाइंडिंग्स के प्रतिरोध को मापते समय, प्रत्येक प्रतिरोध को 3 बार मापा जाना चाहिए। एमीटर-वाल्टमीटर विधि द्वारा कुंडल प्रतिरोध को मापते समय, प्रत्येक प्रतिरोध को तीन अलग-अलग वर्तमान मानों पर मापा जाना चाहिए। तीन मापों के अंकगणितीय माध्य मान को वास्तविक प्रतिरोध मान के रूप में लिया जाता है।
एमीटर-वाल्टमीटर विधि (चित्र 1) का उपयोग उन मामलों में किया जाता है जहां उच्च माप सटीकता की आवश्यकता नहीं होती है। एमीटर-वाल्टमीटर विधि द्वारा मापन ओम के नियम पर आधारित है:
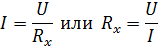
जहाँ आरएक्स - मापा प्रतिरोध, ओम; यू- वाल्टमीटर रीडिंग, वी; मैं एमीटर रीडिंग, ए।
इस पद्धति के साथ माप की सटीकता उपकरणों की कुल त्रुटि से निर्धारित होती है। अतः यदि अमीटर का शुद्धता वर्ग 0.5% है और वोल्टमीटर का 1% है, तो कुल त्रुटि 1.5% होगी।
अधिक सटीक परिणाम देने के लिए एमीटर-वाल्टमीटर विधि के लिए, निम्नलिखित शर्तों को पूरा करना होगा:
1. माप की सटीकता काफी हद तक संपर्कों की विश्वसनीयता पर निर्भर करती है, इसलिए माप से पहले संपर्कों को मिलाप करने की सिफारिश की जाती है;
2. स्रोत पर वोल्टेज ड्रॉप के प्रभाव से बचने के लिए प्रत्यक्ष प्रवाह का स्रोत एक नेटवर्क या 4-6 वी के वोल्टेज के साथ एक अच्छी तरह से चार्ज बैटरी होना चाहिए;
3. उपकरणों का पठन एक साथ किया जाना चाहिए।
पुलों का उपयोग कर प्रतिरोध माप मुख्य रूप से उन मामलों में उपयोग किया जाता है जहां अधिक माप सटीकता प्राप्त करना आवश्यक होता है। शुद्धता ब्रिजिंग के तरीके 0.001% तक पहुँचता है। ब्रिज माप सीमा 10-5 से 106 ओम तक होती है।
एक माइक्रोह्ममीटर बड़ी संख्या में मापों को मापता है, उदाहरण के लिए, संपर्क प्रतिरोध, कॉइल के बीच कनेक्शन।
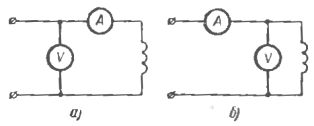
चावल। 1. एमीटर-वाल्टमीटर विधि द्वारा डीसी कॉइल के प्रतिरोध को मापने की योजना
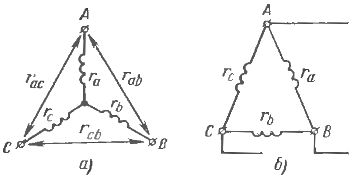
चावल। 2. स्टार (ए) और डेल्टा (बी) से जुड़े इंडक्शन मोटर के स्टेटर वाइंडिंग के प्रतिरोध को मापने की योजना
माप जल्दी से किए जाते हैं क्योंकि उपकरण को समायोजित करने की कोई आवश्यकता नहीं होती है। 10 kW तक की शक्ति वाली मोटरों के लिए DC वाइंडिंग का प्रतिरोध इसके संचालन के अंत के 5 घंटे से पहले नहीं मापा जाता है, और 10 kW से अधिक की मोटरों के लिए - एक स्थिर रोटर के साथ 8 घंटे से कम नहीं। यदि वाइंडिंग के सभी छह सिरों को मोटर स्टेटर से हटा दिया जाता है, तो माप प्रत्येक चरण की वाइंडिंग पर अलग से किया जाता है।
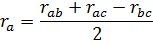
जब वाइंडिंग्स आंतरिक रूप से एक तारे से जुड़े होते हैं, तो श्रृंखला में जुड़े दो चरणों का प्रतिरोध जोड़े (चित्र 2, ए) में मापा जाता है। इस मामले में, प्रत्येक चरण का प्रतिरोध
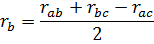
एक आंतरिक डेल्टा कनेक्शन के साथ, रैखिक क्लैंप (छवि 2, बी) के आउटपुट सिरों की प्रत्येक जोड़ी के बीच प्रतिरोध को मापें। यह मानते हुए कि सभी चरणों के प्रतिरोध समान हैं, प्रत्येक चरण का प्रतिरोध निम्न द्वारा निर्धारित किया जाता है:

मल्टी-स्पीड मोटर्स के लिए, प्रत्येक वाइंडिंग या प्रत्येक सेक्शन के लिए समान माप किए जाते हैं।
एसी मशीनों की वाइंडिंग के सही कनेक्शन की जाँच करना। कभी-कभी, विशेष रूप से मरम्मत के बाद, इंडक्शन मोटर के पानी के छोर अचिह्नित हो जाते हैं, वाइंडिंग्स की शुरुआत और अंत निर्धारित करना आवश्यक हो जाता है। निर्धारित करने के दो सबसे आम तरीके हैं।
पहली विधि के अनुसार, व्यक्तिगत चरणों की वाइंडिंग्स के सिरों को पहले जोड़े में निर्धारित किया जाता है। फिर सर्किट को अंजीर के अनुसार इकट्ठा किया जाता है। 3, ए।"प्लस" स्रोत एक चरण की शुरुआत से जुड़ा है, "माइनस" अंत तक।
C1, C2, C3 को आमतौर पर चरण 1, 2, 3 और C4, C5, C6 की शुरुआत के रूप में लिया जाता है - 4, 5, 6 के अंत में। अन्य चरणों की वाइंडिंग में वर्तमान पर स्विच करने के समय (2) -3) C2 और C3 की शुरुआत में ध्रुवता "माइनस" और C5 और C6 के सिरों पर "प्लस" के साथ प्रेरित इलेक्ट्रोमोटिव बल है। जिस समय चरण 1 में करंट बंद होता है, चरण 2 और 3 के सिरों पर ध्रुवीयता चालू होने पर ध्रुवीयता के विपरीत होती है।
चरण 1 को चिह्नित करने के बाद, प्रत्यक्ष धारा का स्रोत चरण 3 से जुड़ा होता है, यदि एक ही समय में मिलीवोल्टमीटर या गैल्वेनोमीटर की सुई एक ही दिशा में विचलित होती है, तो वाइंडिंग के सभी सिरों को सही ढंग से चिह्नित किया जाता है।
दूसरी विधि के अनुसार प्रारंभ और अंत का निर्धारण करने के लिए, मोटर वाइंडिंग को एक स्टार या डेल्टा (चित्र 3, बी) से जोड़ा जाता है, और चरण 2 में एकल-चरण कम वोल्टेज लागू किया जाता है। इस स्थिति में, C1 और C2 के सिरों के साथ-साथ C2 और C3 के बीच, एक वोल्टेज उत्पन्न होता है जो आपूर्ति किए गए एक से थोड़ा अधिक होता है, और C1 और C3 के सिरों के बीच वोल्टेज शून्य हो जाता है। यदि चरण 1 और 3 के सिरे गलत तरीके से जुड़े हुए हैं, तो C1 और C2, C2 और C3 के सिरों के बीच वोल्टेज आपूर्ति से कम होगा। पहले दो चरणों के अंकन के आपसी निर्धारण के बाद तीसरे का भी इसी तरह निर्धारण किया जाता है।
प्रेरण मोटर की प्रारंभिक सक्रियता। इंजन की पूर्ण सेवाक्षमता स्थापित करने के लिए, इसे बेकार और लोड के तहत परीक्षण किया जाता है। बीयरिंगों को ग्रीस से भरकर यांत्रिक भागों की स्थिति की पुनः जाँच करें।
शाफ्ट को हाथ से घुमाकर मोटर की गति की आसानी की जाँच की जाती है, जबकि रोटर और स्टेटर, साथ ही पंखे और आवास के बीच संपर्क का संकेत देने वाली कोई कर्कश, खड़खड़ाहट और समान आवाज़ नहीं होनी चाहिए, फिर सही दिशा घुमाव की जाँच की जाती है, इसके लिए इंजन कुछ समय के लिए चालू होता है।
पहली सक्रियता की अवधि 1-2 एस है। उसी समय, प्रारंभिक वर्तमान मान पर नज़र रखी जाती है। इंजन की छोटी अवधि की शुरुआत को 2-3 बार दोहराने की सिफारिश की जाती है, धीरे-धीरे चालू होने की अवधि में वृद्धि होती है, जिसके बाद इंजन को लंबी अवधि के लिए चालू किया जा सकता है। जबकि इंजन निष्क्रिय है, नियामक को यह सुनिश्चित करना चाहिए कि चलने वाला गियर अच्छी स्थिति में है: कोई कंपन नहीं, कोई वर्तमान उछाल नहीं, बीयरिंग का कोई ताप नहीं।
यदि परीक्षण के परिणाम संतोषजनक हैं, तो इंजन को यांत्रिक भाग के साथ चालू किया जाता है या एक विशेष स्टैंड पर परीक्षण किया जाता है। इंजन के संचालन की जाँच का समय 5 से 8 घंटे तक भिन्न होता है, मशीन के मुख्य ब्लॉकों और वाइंडिंग्स के तापमान, पावर फैक्टर, इकाइयों के बीयरिंगों के स्नेहन की स्थिति की निगरानी करते हुए।