ओवरहेड लाइनों पर तारों की स्थापना
 1 kV तक के वोल्टेज वाली ओवरहेड लाइनों के लिए, मुख्य रूप से एल्यूमीनियम, स्टील-एल्यूमीनियम और स्टील कंडक्टर का उपयोग किया जाता है।
1 kV तक के वोल्टेज वाली ओवरहेड लाइनों के लिए, मुख्य रूप से एल्यूमीनियम, स्टील-एल्यूमीनियम और स्टील कंडक्टर का उपयोग किया जाता है।
ओवरहेड लाइन के तारों की स्थापना पर काम के परिसर में शामिल हैं: ओवरहेड लाइन के मार्ग के साथ रोलिंग करना और तारों को जोड़ना, उठाना, शिथिलता को समायोजित करना और तारों को इन्सुलेटर को ठीक करना।
ओवरहेड लाइन के साथ स्थापित समर्थन के दोनों ओर तारों को घुमाया जाता है। शंक्वाकार रोटार या पोर्टेबल मशीनों का उपयोग तारों के कॉइल को घुमावदार करने के लिए किया जाता है, और ड्रमों में ट्रैक पर पहुंचाए जाने वाले तारों के लिए, एक बंधनेवाला ड्रम होइस्ट का उपयोग किया जाता है।
0.5 किमी से अधिक की लाइन लंबाई और 50 मिमी 2 तक के वायर क्रॉस सेक्शन के साथ, एक टर्नटेबल, मशीन या तार के साथ ड्रम को ड्रम लिफ्टर पर लाइन की शुरुआत में पहले समर्थन पर स्थापित किया जाता है और अंत को पकड़ता है। तार का, इसे अंतिम समर्थन तक खींचें, अर्थात। पंक्ति के अंत तक। एक लंबी लाइन के साथ, इन उपकरणों को टेलगेट के साथ एक कार के यात्री डिब्बे में रखा जाता है, और जैसे ही कार समर्थन के साथ चलती है, तार खुला होता है, जिससे यह सुनिश्चित होता है कि तार में कोई लूप ("भेड़ का बच्चा") नहीं बनता है।
इसके साथ ही तार के रोलिंग के साथ, व्यक्तिगत कोर, बड़े डेंट आदि में टूटने के रूप में तार में दोषों की पहचान करने के लिए सावधानीपूर्वक निरीक्षण किया जाता है। तार में पाए गए दोषों को पेंट से चिह्नित किया जाता है और फिर तारों को उठाने से पहले हटा दिया जाता है। समर्थन के लिए।
यदि जैक पर लगे ड्रम में तार को कार्यस्थल तक पहुंचाया जाता है, तो इसे कार से हटाए बिना बाहर निकाला जाता है, पहले ड्रम को जैक की मदद से शरीर के तल से 10-15 सेंटीमीटर ऊपर उठाया जाता है और एक पाइप थ्रेडेड होता है। ड्रम में एक अक्षीय छेद के माध्यम से।
तार का अंत, कार की गति शुरू होने से पहले ड्रम से खुला, लंगर समर्थन से जुड़ा हुआ है, जिससे तार को ओवरहेड लाइन के ट्रैक की दिशा में निम्नलिखित समर्थन में घुमाया जाता है। यदि लुढ़का हुआ तार की लंबाई अपर्याप्त हो जाती है, तो समान डिजाइन, बनाने और दूसरे ड्रम से अनुभाग का तार इससे जुड़ा होता है।
1 केवी तक ओवरहेड लाइनों से तारों को जोड़ने के लिए, उपयोग करें: घुमावदार, बैंडिंग, एक अंडाकार कनेक्टर (आस्तीन) में कनेक्शन बाद में crimping और एक लूप में तारों के सिरों की वेल्डिंग, तारों के सिरों की बट वेल्डिंग और उनके दो अलग-अलग कनेक्टिंग स्लीव्स में शंट के साथ बाद में समेटना, तारों के सिरों को बट वेल्डिंग करना और उन्हें एक अंडाकार कनेक्टिंग स्लीव में डालने के साथ समेटना, कनेक्टिंग स्लीव में समेटने के साथ तारों को ओवरलैप करना, बोल्ट क्लैंप के साथ तारों को जोड़ना।
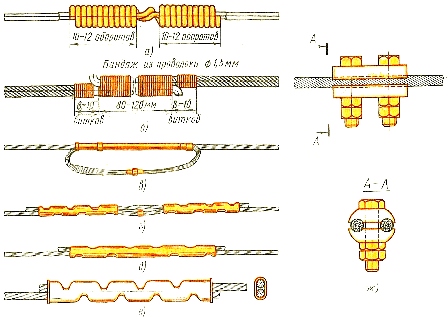
चावल। 1. ओवरहेड लाइनों के तारों को 1 केवी तक जोड़ना: ए - घुमा, बी - आकार देना, सी - आस्तीन में दबाना और लूप में वेल्डिंग करना, डी - शंट के साथ तार को एक साथ दबाना, ई - बट वेल्डिंग और एक में समेटना आस्तीन, एफ - आस्तीन में अतिव्यापी चिंराट, जी - बोल्ट क्लैंप
ट्विस्ट (चित्र।1, ए) सिंगल-वायर स्टील और बायमेटेलिक तारों को जोड़ने का सबसे सरल तरीका है, जिसमें तारों के सिरों को 180-200 मिमी की लंबाई के लिए ओवरलैप किया जाता है, और फिर उन्हें कनेक्टिंग सेक्शन के बीच में सरौता से जकड़ दिया जाता है। , एक तार दूसरे पर (बाएं और सरौता के दाईं ओर) घाव होता है, जो एक दूसरे को कसकर घुमाता है।
सिंगल-कोर तारों को जोड़ने पर ड्रेसिंग (चित्र 1, बी) का उपयोग किया जाता है। तारों के सिरों को समकोण पर मोड़ा जाता है और उनके क्रॉस सेक्शन के आधार पर 80-120 मिमी की लंबाई में एक दूसरे के ऊपर रखा जाता है। फिर 1.5 मिमी के व्यास के साथ नरम जस्ती तार के 5 - 6 मोड़ जुड़े हुए तारों में से एक पर घाव होते हैं और इस तार के साथ कनेक्टिंग सेक्शन की पट्टी में स्थानांतरित हो जाते हैं। वायर टर्न के साथ कनेक्शन की पूरी लंबाई को कवर करने के बाद, आपको कनेक्ट करने के लिए आवश्यक तारों के दूसरे पर 5 - 6 मोड़ दें। लंबी दूरी पर तांबे के तारों को जोड़ने की ताकत बढ़ाने के लिए, बैंडेज को POS-ZO या POS-40 सोल्डर से सोल्डर किया जाता है।
एक अंडाकार आस्तीन (चित्र 1, सी) में कनेक्शन बहु-कोर एल्यूमीनियम तारों के लिए उपयोग किया जाता है। कनेक्शन को पूरा करने के लिए, तारों को तारों के क्रॉस-सेक्शन के अनुरूप अंडाकार आस्तीन में डाला जाता है और एक दूसरे के आगे दबाया जाता है कि तारों के सिरे स्लीव के विपरीत (आउटलेट) छिद्रों से निकलते हैं। फिर आस्तीन को समेटा जाता है, और तारों के मुक्त सिरों को लूप में बट-वेल्ड किया जाता है।
शंट (चित्र 1, डी) के साथ दो आस्तीन में समेट कर तारों को जोड़ना मुख्य रूप से 70 मिमी 2 और अधिक के क्रॉस सेक्शन के साथ मल्टी-कोर एल्यूमीनियम तारों को स्थापित करते समय उपयोग किया जाता है। समेटने वाले तंत्र के माध्यम से झाड़ियों को दबाने का संचालन किया जाता है।
तारों के प्रारंभिक बट वेल्डिंग द्वारा एक अंडाकार आस्तीन में तारों का कनेक्शन और बाद में आस्तीन और तारों को एक सम्मिलित (छवि 1, ई) के साथ एक साथ दबाकर मल्टी-कोर तारों को स्थापित करते समय एक बड़े खंड के बीच में सबसे अधिक उपयोग किया जाता है। बर्फ के III या IV क्षेत्र में स्थित ओवरहेड लाइनों से और लाइन के संवाहकों के उच्च वायु भार के संभावित जोखिम के साथ।
एक अंडाकार आस्तीन (छवि 1, ई) में अतिव्यापी crimping द्वारा तारों को जोड़ना 16-50 मिमी 2 के क्रॉस सेक्शन के साथ मल्टी-कोर तारों की स्थापना में उपयोग की जाने वाली सबसे सरल विधि है।
अंजीर में दिखाया गया है। ओवरहेड लाइनों की सीमा में तारों को जोड़ने के लिए 1, ए, बी, सी, डी, ई, एफ विधियों का उपयोग किया जा सकता है। बुशिंग और तार एक ही धातु के होने चाहिए: तांबा (COM) — तांबे के तारों के लिए, एल्यूमीनियम (SOA) — एल्यूमीनियम के लिए, स्टील (SOS) — स्टील के लिए।
बोल्ट क्लैम्प का उपयोग करके नंगे तारों को भी जोड़ा जा सकता है। एक बोल्ट क्लैंप (चित्र 1, जी) को केवल समर्थन पर तारों को जोड़ने की अनुमति है और बशर्ते कि तारों को यांत्रिक तनाव का अनुभव नहीं होगा। बोल्ट ब्रैकेट में दो या तीन (तार के क्रॉस-सेक्शन के आधार पर) जस्ती बोल्ट नट के साथ होते हैं और दो अनुदैर्ध्य खांचे के साथ मर जाते हैं।
ब्रैकेट में आवश्यक संपर्क सुनिश्चित करने के लिए, मरते समय गठित छेद के व्यास तारों के व्यास से थोड़ा छोटा होना चाहिए। क्लैम्प स्थापित करते समय, तारों को जोड़ने से ठीक पहले मेट्रिसेस की संपर्क सतहों को गैसोलीन से धोया जाता है और तकनीकी पेट्रोलियम जेली की एक पतली परत के साथ चिकनाई की जाती है।
एल्यूमीनियम तारों को जोड़ने के लिए क्लैम्प की सतहों को पेट्रोलियम जेली की एक परत पर स्टील ब्रश से साफ किया जाता है, और तारों की सतहों को भी संसाधित किया जाता है। बोल्ट को 25 किग्रा से अधिक बल वाले रिंच से कसना चाहिए। इस मामले में, कनेक्टिंग तारों को कुचलने या बोल्ट के धागे को तोड़ने से बचने के लिए क्लैम्पिंग बल को बढ़ाने वाले उपकरणों का उपयोग करने की अनुमति नहीं है। ब्रैकेट के बोल्ट और नट के धागों को पेट्रोलियम जेली या ग्रीस से चिकना करना चाहिए। लॉक नट्स का उपयोग अनिवार्य है।
बोल्ट को कसने के बाद, मरने के बीच 3-5 मिमी का अंतर रहना चाहिए। क्लैम्पिंग डाइस का एक पूर्ण फिट आवश्यक संपर्क की अनुपस्थिति का संकेत देगा और क्लैम्प को प्रतिस्थापित किया जाना चाहिए। संपर्क सतहों को ऑक्सीकरण से बचाने के लिए, बाहरी अंतराल और उन जगहों पर जहां तार क्लैंप से बाहर निकलते हैं, पेस्ट की 1-3 मिमी परत के साथ कवर किया जाता है - लाल सीसा प्राकृतिक सुखाने वाले तेल से पतला होता है।
ब्रैकेट स्थापित करने के 8-10 दिनों के बाद, इसके बोल्ट को अतिरिक्त रूप से कसने की सिफारिश की जाती है, क्योंकि तारों की लोच में कमी के कारण मर जाता है और तारों के बीच का दबाव थोड़ा कम हो जाएगा, जिससे खराब हो जाएगा उनके और संभव के बीच संपर्क कनेक्शन क्षेत्र का ताप.
ओवरहेड तारों को तैनात करते समय, रेलवे पटरियों, भारी यातायात वाले राजमार्गों, साथ ही संचार लाइनों को पार करना अक्सर आवश्यक होता है, जिसका संचालन थोड़े समय के लिए भी बाधित नहीं किया जा सकता है। ऐसे मामलों में, तारों को लपेटने के लिए अस्थायी संक्रमण उपकरणों का निर्माण किया जाता है।
ऑपरेटिंग ओवरहेड विद्युत नेटवर्क, कैटेनरी नेटवर्क, विद्युतीकृत परिवहन और खुले सबस्टेशन के आसपास के क्षेत्र में, इन विद्युत प्रतिष्ठानों के लाइव भागों पर लगे तारों के आकस्मिक संपर्क की संभावना को बाहर करने के लिए तारों को विशेष सावधानी के साथ लपेटा जाना चाहिए।