केबल टर्मिनल
 उपकरणों, वितरण उपकरणों के बसबारों और विद्युत स्थापना के अन्य तत्वों के लिए इसके वर्तमान-ले जाने वाले तारों के कनेक्शन बिंदु के तत्काल आसपास के क्षेत्र में केबल को सील करने के लिए अंतिम सीलिंग की जाती है।
उपकरणों, वितरण उपकरणों के बसबारों और विद्युत स्थापना के अन्य तत्वों के लिए इसके वर्तमान-ले जाने वाले तारों के कनेक्शन बिंदु के तत्काल आसपास के क्षेत्र में केबल को सील करने के लिए अंतिम सीलिंग की जाती है।
वर्तमान में, निम्नलिखित प्रकार के केबल ब्रेक का उपयोग 10 kV तक के वोल्टेज के लिए किया जाता है: एक स्टील फ़नल में, एक रबर के दस्ताने में, एपॉक्सी राल, साथ ही पॉलीविनाइल क्लोराइड स्ट्रिप्स से।
स्टील फ़नल (प्रकार पदनाम KVB) में केबलों की समाप्ति अभी भी व्यापक रूप से विद्युत प्रतिष्ठानों के लिए उपयोग की जाती है, जिसमें 10 kV तक का वोल्टेज होता है, जो शुष्क गर्म और बिना गरम किए गए कमरों में स्थित होता है। ऐसी मुहर तीन डिजाइनों की हो सकती है:
-
KVBm - एक ढक्कन के बिना एक अंडाकार छोटी फ़नल के साथ और चीनी मिट्टी के बरतन झाड़ियों के बिना घुड़सवार,
-
KBBk - एक गोल फ़नल के साथ, जिसके बाहर निकलने पर केबल कोर एक समबाहु त्रिभुज के कोने पर स्थित होते हैं (120 ° के कोण पर),
-
केवीबीओ - एक अंडाकार फ़नल के साथ, जिसके बाहर निकलने पर केबल के कंडक्टर एक पंक्ति में स्थित होते हैं।
गास्केट KVBo और KVBk का उपयोग 10 kV तक वोल्टेज के लिए डिज़ाइन किए गए केबलों को मनमाने क्रॉस-सेक्शन के कंडक्टरों से जोड़ने के लिए किया जाता है, जब वोल्टेज 3, 6 और 10 kV के लिए केबलों को समाप्त किया जाता है, फ़नल को कवर और चीनी मिट्टी के बरतन झाड़ियों के साथ स्थापित किया जाता है, और कनेक्ट करते समय 1 kV तक के वोल्टेज के लिए केबल - बिना कवर और झाड़ियों के।
स्टील फ़नल में केबलों के सिरों को सील करना सबसे अधिक बार उपयोग किया जाता है, क्योंकि फ़नल के निर्माण और ढलाई के लिए आवश्यक सामग्री हमेशा किसी भी विद्युत उपकरण में उपलब्ध होती है। 3 x 120 mm2 तक के क्रॉस-सेक्शन के साथ 1 kV तक के वोल्टेज के लिए तीन-कोर केबल और 4 x 95 mm2 तक के क्रॉस-सेक्शन वाले चार-कोर केबल की समाप्ति के लिए, ज्यादातर छोटे अंडाकार स्टील फ़नल आकार केवीबीएम का उपयोग किया जाता है। सीलिंग निम्नलिखित क्रम में किया जाता है।
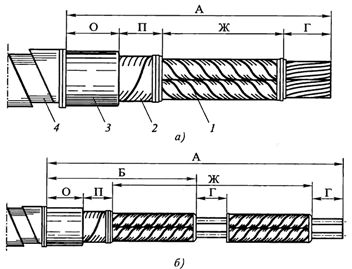
स्थापित की जाने वाली स्टील फ़नल को गंदगी से साफ किया जाता है, केबल (चित्र 1, ए) पर रखा जाता है और इसके साथ स्लाइड किया जाता है (फ़नल को संदूषण से बचाने के लिए इसे कागज से लपेटने के बाद)। केबल के अंत को काटने के बाद, MP-1 ब्रांड के द्रव्यमान को 120 ... 130 ° C तक गर्म करें और कटे हुए भाग को सावधानी से छान लें।
नसों को पॉलीविनाइल क्लोराइड (छवि 1, बी) के एक चिपकने वाले टेप के साथ अलग किया जाता है, जो अर्ध-अतिव्यापी घुमावों को लागू करता है। फ़नल को केबल के कट एंड (चित्र 1, सी) पर धकेल दिया जाता है, इसमें तार स्थित होते हैं। फिर, केबल पर फ़नल गर्दन के स्थान को चिह्नित करने के बाद, इसे फिर से स्थानांतरित किया जाता है।
इसके अलावा, जमीन के तार को एक तार पट्टी के साथ केबल के म्यान और कवच से जोड़कर, इसे मिलाप (चित्र 1, डी ... एफ)।इन्सुलेशन पर शेष रिंग टेप को हटाने के बाद और फिर केबल कवच पर (उस स्थान पर जहां फ़नल नेक होना चाहिए), फ़नल गर्दन पर एक तंग नोजल के लिए राल टेप की कई परतें घुमावदार हैं (चित्र 1, जी)। .
एक ग्राउंड वायर वाइंडिंग के बीच से होकर गुजरता है (3 ... 4 परतों के बाद)। फ़नल को जगह में दबाया जाता है, प्रयास के साथ इसे रील पर रखा जाता है और क्लैम्प के साथ संरचना को लंबवत रूप से तय किया जाता है, जिससे ग्राउंड वायर जुड़ा होता है (चित्र 1, एच)।
केबल कोर के सिरों पर कानों को मिलाप या वेल्ड किया जाता है, केबल कोर मुड़े हुए होते हैं ताकि वे एक दूसरे से और फ़नल की दीवारों से समान दूरी पर हों, और फिर फ़नल को 35 ... 50 तक गर्म करें ° C, इसे गर्म केबल टेबल से भरें। ठंडा और सिकुड़ते समय, केबल द्रव्यमान फ़नल में डाला जाता है ताकि इसका अंतिम स्तर फ़नल के किनारे से 10 मिमी से अधिक नीचे न हो।
संक्षारण संरक्षण के लिए, फ़नल, ब्रैकेट और सहायक संरचना को इनेमल पेंट से रंगा जाता है। फ़नल को उस पर केबल की संख्या और क्रॉस-सेक्शन दिखाते हुए चिह्नित किया गया है।
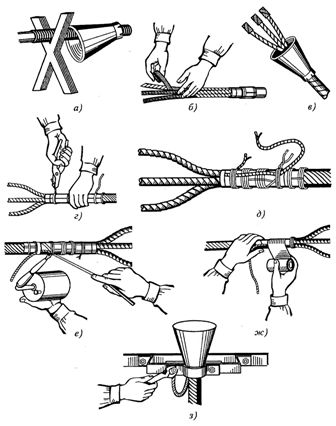
चावल। 1. संचालन का क्रम (ए … एच) एक स्टील फ़नल में केबल को खत्म करना
रबर के दस्ताने में केबलों की समाप्ति (प्रकार पदनाम केवीआर) को सामान्य वातावरण वाले कमरों में केबलों के सिरों के स्थान के स्तर में अंतर के साथ 10 मीटर से अधिक की अनुमति नहीं है और इसका उपयोग तीन-कोर केबलों के लिए किया जाता है 1 kV तक का वोल्टेज, अनुप्रस्थ कंडक्टर क्रॉस-सेक्शन के साथ 240 mm2 तक और चार-कोर केबल कंडक्टर क्रॉस-सेक्शन के साथ 185 mm2 तक। रबर के दस्ताने नाइट्राइट रबर PL-118-11 से बने होते हैं।
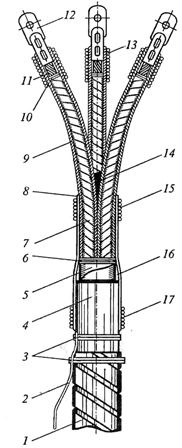
केबल के अंत को काटने के बाद, केवीआर समाप्ति (छवि 2) की स्थापना निम्नलिखित क्रम में की जाती है।सबसे पहले, केबल के कट कोर 4 पर, चिपकने वाली पॉलीविनाइल क्लोराइड टेप से बने घुमावदार 2 की कई परतें पेपर इन्सुलेशन को ठीक करने के लिए दूरी पर लगाई जाती हैं और पाइप 3 और शाखाओं (उंगलियों) के माध्यम से उनके मार्ग को सुविधाजनक बनाने के लिए इसके तेज किनारों को गोल किया जाता है। 14 दस्ताने पर।
दस्ताने का शरीर (शरीर) 75 क्लैंप 6 (25 ... 30 मिमी, दस्ताने के आकार के आधार पर) की चौड़ाई के बराबर क्षेत्र में पूरे परिधि के साथ कई चरणों में सरौता के साथ मुड़ा हुआ है।
दो कुंडलाकार कटौती के बीच केबल म्यान 9 के खंड को हटा दिया जाता है और भारी धागे की एक पट्टी 13 को क्रॉस 12 के इन्सुलेशन के उजागर हिस्से पर लगाया जाता है, जिसके बाद दस्ताने के शरीर के मुड़े हुए हिस्से पर खुरदरापन पैदा हो जाता है 15 , जिसके लिए इसे गैसोलीन में भिगोए हुए चीर से पोंछकर कार्डो टेप फ़ाइल या ब्रश से संसाधित किया जाता है। खोल के जिस हिस्से पर दस्ताने चिपके होंगे, उसे चमकने के लिए साफ किया जाता है और फिर गैसोलीन में भिगोए हुए कपड़े से पोंछा जाता है।
इसके बाद ग्लव बॉडी और शेल सेक्शन के मुड़े हुए हिस्से को नंबर 88H गोंद की पतली परत के साथ लेपित किया जाता है। यदि खोल का व्यास दस्ताने के भीतरी व्यास से छोटा है, तो खोल के चारों ओर एक तेल प्रतिरोधी रबर बैंड लपेटा जाता है, जिसकी प्रत्येक परत भी चिपकने के साथ लेपित होती है। गोंद को सूखने के लिए आवश्यक 5 ... 7 मिनट के बाद, दस्ताने के शरीर को टेप के एक रोल पर मोड़ा जाता है। आवास ई के लिए दस्ताने के लगाव की गहराई 30 … 35 मिमी होनी चाहिए।
दस्ताने के शरीर को एक विशेष क्लैंप या तांबे या हल्के जस्ती स्टील के तार के चार मोड़ों के दो पट्टियों के साथ 1 मिमी के व्यास के साथ जकड़ें (पहले शरीर पर रबर टेप की दो परतों को उन जगहों पर घाव कर दें जहां वे हैं स्थापित)।
कागज टेप इन्सुलेशन को नुकसान से बचाने के लिए सीधे दस्ताने में कपास या रबर टेप के साथ रबर ट्यूबों को अस्थायी रूप से बांधने के बाद, केबल के कोर मुड़े हुए और मुड़े हुए होते हैं।
1 प्लस 8 मिमी टिप के पाइप भाग की लंबाई के बराबर क्षेत्र में तारों को इन्सुलेट करने वाले तारों के सिरों को मोड़ें, इस प्रकार समाप्ति के लिए केबल के तारों को तैयार करें। पाइपों के मुड़ने की सुविधा के लिए, इन क्षेत्रों की बाहरी सतहों पर पेट्रोलियम जेली या चिकनाई वाले तेल का लेप लगाया जाता है।
प्रवाहकीय कोर के सिरों पर युक्तियों को दबाएं, वेल्ड करें या मिलाप करें और फिर उनके बेलनाकार (ट्यूबलर) भाग को गैसोलीन से सिक्त चीर से पोंछ दें।
पाइप के घुमावदार हिस्से को गैसोलीन से सिक्त कपड़े से पोंछने के बाद झाड़ू फ़ाइल या स्टील ब्रश से खुरदरा किया जाता है, और फिर उस पर नंबर 88H गोंद की एक पतली परत लगाई जाती है।
तेल प्रतिरोधी रबर टेप के साथ रोल घाव और गोंद नंबर 88H के साथ लेपित स्थानीय इंडेंटेशन विधि द्वारा दबाने के दौरान बने टिप छेद में रखा जाता है। यदि टिप के बेलनाकार भाग का व्यास पाइप के भीतरी व्यास से छोटा है, अर्थात, उनके बीच एक अंतर है, तो तेल प्रतिरोधी रबर की इतनी परतें, पहले गैसोलीन से मिटा दी जाती हैं और गोंद नंबर 88H के साथ लेपित होती हैं। , टिप पर घाव हैं, अगर इसे पूरी तरह खत्म करना जरूरी है। सील करने के लिए, टिप के बेलनाकार भाग पर ट्यूब को खोल दिया जाता है।
इस तरह की लंबाई के पाइप के टुकड़े को चिपकाकर भी सीलिंग को प्रभावित किया जा सकता है ताकि टिप के बेलनाकार भाग को पूरी तरह से कवर किया जा सके और मुख्य पाइप को इसके दो व्यास के बराबर दूरी पर प्रवेश किया जा सके। इस मामले में, पाइपों (मुख्य और खंड) की चिपकी हुई सतहों को पहले खुरदरा किया जाता है, गैसोलीन में भिगोए हुए लत्ता से पोंछा जाता है, गोंद संख्या 88H के साथ कवर किया जाता है और सूखने दिया जाता है। फिर गोंद संख्या 88H की एक मोटी परत को फिर से लगाया जाता है। ट्यूब खंड की भीतरी सतह और तुरंत टिप पर दबाया।
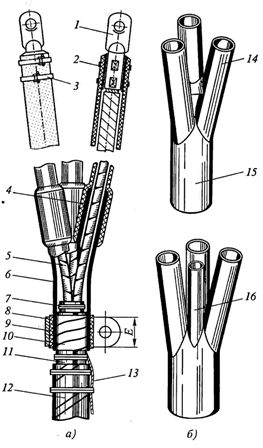
चावल। 2. केवीआर समाप्ति का निर्माण (ए) और तीन-कोर और चार-कोर केबल के लिए रबर के दस्ताने (बी): 1 - शीर्ष, 2, 11 - पीवीसी टेप घुमावदार, 3 - नाइट्राइट रबर ट्यूब, 4 - केबल कोर, 5 — ग्लव, 6 — ब्रैकेट, 7 — ग्राउंड वायर, 8 — बम्पर, 9 — केबल शीथ, 10 — तेल प्रतिरोधी रबर स्ट्रिप सील, 12 — बेल्ट इंसुलेशन, 13 — बैंडेज, 14 — ग्लव फिंगर, 15 — ग्लव बॉडी , 16 — फोर-कोर फोर-कोर केबल के लिए राइज
एलए ब्रांड की कास्टिंग की मदद से वेल्डिंग द्वारा कोर को पूरा करते समय, तेल प्रतिरोधी रबर की एक पट्टी कोर के नंगे हिस्से पर लपेटी जाती है, जो कोर के टिप और इन्सुलेशन के संक्रमण के साथ होती है। इस कॉइल को 1.5 ... 2 मिमी के व्यास के साथ मुड़ सुतली की एक सतत पट्टी के साथ सील करने की भी अनुमति है, जिसे बाद में डामर वार्निश के साथ कवर किया जाता है।
फिटिंग के लिए रबर टयूबिंग को सील करने का सबसे आम तरीका अंजीर में दिखाया गया है। 3. रबर ट्यूब 1 टिप बॉडी पर एक विशेष टेप 3 या 1 मिमी के व्यास के साथ तांबे के तार के चार मोड़ के साथ तय की जाती है।
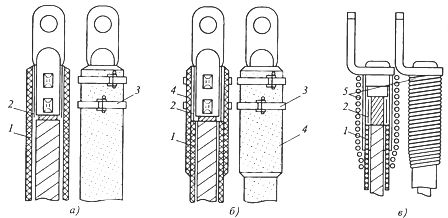
चावल। 3.एक एल्यूमीनियम टिप पर रबर पाइप को सील करने के तरीके: ए - पाइप को पूर्व-रोल करके, बी - पाइप के एक टुकड़े का उपयोग करके, सी - एक ढाला टिप पर मुड़ी हुई सुतली, 1 - रबर पाइप, 2 - तेल प्रतिरोधी रबर टेप के साथ कुंडल , 3, 5 - स्टील टेप और सुतली की पट्टियाँ, 4 - रबर ट्यूब से बने कनेक्टर
एपॉक्सी केबल समाप्ति, यह निष्पादन, विश्वसनीयता, उच्च विद्युत और यांत्रिक शक्ति, सुरक्षा और गर्मी प्रतिरोध की सादगी से प्रतिष्ठित है (ऐसी मुहर का कामकाजी तापमान -50 से +90 डिग्री सेल्सियस तक है)।
इसका प्रकार KVE का एक सामान्य पदनाम है और इसका उपयोग 10 kV तक के वोल्टेज के लिए डिज़ाइन किए गए बिजली के तारों को समाप्त करने के लिए किया जाता है और किसी भी परिसर में उपयोग किया जाता है, साथ ही साथ बाहरी विद्युत प्रतिष्ठानों में वायुमंडलीय वर्षा और धूप के सीधे संपर्क से सुरक्षा के अधीन होता है।
एपॉक्सी यौगिक के इलाज के बाद, एक शंक्वाकार आकार में ढाला गया, केबल के अंत में अस्थायी रूप से फिसलने के बाद एक एपॉक्सी तैयार शरीर बनता है।
एपॉक्सी बॉडी इन्सर्ट (चित्र 4) निम्नलिखित डिजाइन का हो सकता है:
-
KVEN - सूखे कमरों में उपयोग के लिए तारों के नाइट्राइट रबर ट्यूबों के साथ,
-
KVED - नम कमरे और उष्णकटिबंधीय और उपोष्णकटिबंधीय जलवायु वाले क्षेत्रों में उपयोग के लिए नसों पर दो-परत (पॉलीविनाइल क्लोराइड की निचली परत, पॉलीइथाइलीन की ऊपरी परत) पाइप के साथ,
-
KVEP - नम कमरों और उष्णकटिबंधीय और उपोष्णकटिबंधीय जलवायु वाले क्षेत्रों में उपयोग के लिए 1 kV तक के वोल्टेज के लिए डिज़ाइन किए गए केबल के मल्टी-कोर कंडक्टरों के अंदर टांके गए अछूता कंडक्टरों के आवरण से बाहर निकलने के साथ,
-
KVEz - 1 kV तक के वोल्टेज के लिए डिज़ाइन किए गए केबल के सिंगल-वायर कंडक्टर पर नाइट्राइट रबर ट्यूब और नम कमरे और उष्णकटिबंधीय और उपोष्णकटिबंधीय जलवायु वाले क्षेत्रों में उपयोग के लिए बॉक्स के अंदर "लॉक" डिवाइस।
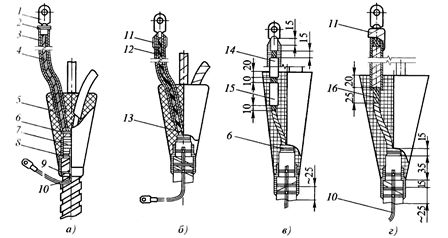
चावल। 4. विभिन्न डिजाइनों के केबलों की अंतिम एपॉक्सी सीलिंग: ए - केवीईएन, बी - केवीईडी, सी - केवीईपी, डी - केवीईजेड, 1 - टिप, 2 - पट्टी या क्लैंप, 3 - नाइट्राइट रबर ट्यूब, 4 - कारखाने के इन्सुलेशन में प्रवाहकीय तार , 5 - एपॉक्सी मिश्रण का मामला, 6 - बेल्ट के इन्सुलेशन पर कच्चे धागों से बनी पट्टी, 7 - केबल म्यान, 8 - डबल-लेयर वाइंडिंग, 9 - ग्राउंडिंग वायर के वायर बैंडेज, 10 - ग्राउंडिंग वायर, 11 - कपास टेप की घुमावदार, एक एपॉक्सी मिश्रण के साथ कवर, 12 - डबल-परत पाइप, 13 - अछूता तार, 14 - सोल्डरिंग द्वारा कोर का जंक्शन, 15 - चिपकने वाला पीवीसी टेप से घुमावदार, 16 - कोर का नंगे हिस्सा
उपरोक्त के अलावा, KVEo टर्मिनलों का उपयोग एपॉक्सी कास्ट बॉडी के बिना भी किया जाता है, लेकिन एक एपॉक्सी मिश्रण से चिपके कपास टेप की रील के साथ, वे 1 kV तक के वोल्टेज के लिए सिंगल-कोर केबलों की अंतिम समाप्ति के लिए अभिप्रेत हैं, केवीईएन टर्मिनलों और केवीईडी जैसी ही शर्तों के तहत।
टर्मिनलों की स्थापना सामान्य निर्देशों के अनुसार किए गए केबल को काटने के बाद शुरू होती है। KVEP और KVEz टर्मिनलों के लिए केबल स्ट्रिप्स के आयाम अंजीर का उपयोग करके निर्धारित किए जाते हैं। 5 और टैब। 1.
चावल। 5. KVEP (a) और KVEz (b) की फिटिंग के लिए केबल काटना: 1 — फ़ैक्ट्री इंसुलेशन में कोर, 2 — बेल्ट इंसुलेशन, 3 — शीथ, 4 — केबल शील्ड
KVEP समाप्ति की ख़ासियत यह है कि यह केबल के प्रवाहकीय कोर नहीं हैं जो इससे निकलते हैं, बल्कि उनसे जुड़े तार के टुकड़े होते हैं। इसे निम्नानुसार किया जाता है।केबल कोर के क्रॉस-सेक्शन के अनुरूप क्रॉस-सेक्शन के साथ आवश्यक लंबाई के इंसुलेटेड तार का एक टुकड़ा चुना जाता है, इसके सिरों को साफ किया जाता है, उनमें से एक को केबल कोर और दूसरे को टिप से जोड़ने की तैयारी की जाती है।
तालिका 1 KVEP और KVEz फिटिंग के लिए केबल बैंड के आकार
चैनलों के खंडों के आकार का आकार, मिमी (चित्र 5 देखें) केवीईजेड-3एफ + 5535202595केवीईजेड-4, केवीईजेड-5एफ + 55352025120
टिप्पणियाँ:
1. कट केबल कोर (सेगमेंट Ж) की लंबाई बिछाने और कनेक्शन की शर्तों के आधार पर ली जाती है, लेकिन 150 मिमी से कम नहीं।
2. तारों की समाप्ति की विधि के आधार पर केवीज़ की समाप्ति के लिए खंड जी निर्धारित किया जाता है।
केबल के कॉपर कोर के नंगे सिरों और तांबे के तार को घटाया जाता है, एक कनेक्टिंग कॉपर स्लीव में डाला जाता है और उसमें POS-30 या POS-40 सोल्डर डालकर मिलाप किया जाता है। केबल का एल्युमिनियम कोर एल्युमिनियम स्लीव में सोल्डरिंग, पोरिंग या क्रिम्पिंग द्वारा एल्युमिनियम तार से जुड़ा होता है।
केबल के कोर को कंडक्टर से जोड़ने के बाद, चिपकने वाले पॉलीविनाइल क्लोराइड टेप का एक स्पूल उजागर क्षेत्र पर लगाया जाता है, ग्राउंड कंडक्टर को ढाल और स्ट्रिप्स में मिलाप किया जाता है, और फिर समाप्ति बिंदु पर कोर और म्यान को एसीटोन से हटा दिया जाता है। जब तक वे एपॉक्सी यौगिक को बेहतर आसंजन प्रदान नहीं करते।
केबल के तैयार सिरे पर एक जंगम शंकु लगाया जाता है, ताकि केबल के कोर उसके किनारे के प्रत्येक बिंदु से कम से कम 6 ... 7 मिमी की दूरी पर हों, और सोल्डरिंग सेक्शन अंदर हो। मोल्ड को एपॉक्सी मिश्रण के साथ डाला जाता है और सख्त होने के बाद इसे हटा दिया जाता है।
KVEz एपॉक्सी समाप्ति (चित्र 4, डी देखें) KBEp समाप्ति से भिन्न है जिसमें 25 मिमी लंबे खंड G, जिन्हें ताले कहा जाता है, इन्सुलेशन से मुक्त केबल के सिंगल-कोर ठोस तारों पर छोड़े जाते हैं (चित्र 5 देखें)। इस लंबाई के नाइट्राइट रबर से बनी एक ट्यूब को उजागर वर्गों के साथ तारों के ऊपर रखा जाता है, जो एक छोर को टिप के बेलनाकार भाग पर खींचने की अनुमति देगा और दूसरा एपॉक्सी बॉडी में कम से कम गहराई तक डूबने के लिए 20 मिमी।
एपॉक्सी के साथ मोल्ड को स्थापित और भरते समय, KVEz एम्बेड KVEP एम्बेड के समान आवश्यकताओं को पूरा करता है।
चावल। 6. समाप्ति KVV: 1 - केबल शील्ड, 2 - ग्राउंड वायर, 3 - शील्ड और शीथ के वायर स्ट्रिप्स, 4 - केबल शीथ, 5 - फैक्ट्री-मेड इंसुलेशन, 6 - कमर इंसुलेशन पर कॉटन यार्न बैंडेज, 7 - फैक्ट्री में कोर इंसुलेशन, 8 — कांच के आकार की बेल्ट वाइंडिंग, 9 — कोर वाइंडिंग, 10 — कोर इंसुलेशन पर सूती धागे की पट्टी, 11 — कोर का खुला हिस्सा, 12 — केबल क्लैंप, 13, 15, 17 — बैंडेज, 14 — फिलिंग, 16 - लेवलिंग रोलर
पीवीसी स्ट्रिप्स के साथ केबलों की समाप्ति
पॉलीविनाइल क्लोराइड टेप और वार्निश (प्रकार पदनाम KVV) से बने अंत सील का उपयोग कागज के साथ अछूता केबलों के लिए किया जाता है, जिसका उद्देश्य 10 kV तक के वोल्टेज के लिए होता है और घर के अंदर और साथ ही बाहरी प्रतिष्ठानों में 40 ° C और विषय से अधिक नहीं के परिवेश के तापमान पर उपयोग किया जाता है। वर्षा और धूप के सीधे संपर्क से सुरक्षा के लिए।
केवीवी समाप्ति का उपयोग तब किया जाता है जब मार्ग के साथ केबल के उच्चतम और निम्नतम बिंदु के स्तरों में अंतर 10 मीटर से अधिक नहीं होता है, अन्यथा एक विशेष केवीवी समाप्ति का उपयोग किया जाता है। केवीवी फिटिंग की स्थापना कम से कम 5 डिग्री सेल्सियस के परिवेश के तापमान पर की जाती है।
केवीवी (चित्र। 6) की सीलिंग पॉलीविनाइल क्लोराइड टेप के साथ चिपकने वाला (पहला संस्करण) या गैर-चिपकने वाला (दूसरा संस्करण) क्रमशः रचना संख्या 1 (ढक्कन) या नंबर 2 (भरने), पीवीसी गोंद का उपयोग करके किया जाता है। (अंजीर। एक चिपकने वाली परत के साथ) टेप 0.2 ... 0.3 मिमी मोटा और 15 ... 20 मिमी चौड़ा है, और गैर-चिपचिपा टेप 0.4 मिमी मोटा और 25 मिमी चौड़ा है। केवीवी को पूरा करने के लिए केबल क्रॉस-सेक्शन के आयाम तालिका का उपयोग करके निर्धारित किए जाते हैं। 2 और अंजीर। 5, ए।
केबल लग्स को केबल कोर के सिरों पर वेल्डेड, सोल्डर या क्रिम्प्ड किया जाता है।
एक स्थानीय अवकाश के माध्यम से लग को समेट कर केबल कोर को समाप्त करते समय, केवल ट्यूब लग्स का उपयोग किया जाता है जिसमें फैक्ट्री सील होती है। केबल के एल्यूमीनियम तार को समेटने से पहले, टिप की भीतरी सतह को स्टील वायर ब्रश से साफ किया जाता है और क्वार्ट्ज-वैसलीन पेस्ट के साथ चिकनाई की जाती है।
तार के सिरों से इन्सुलेशन को टिप के पाइप भाग की लंबाई के बराबर लंबाई तक हटाने और उन्हें कार्डो टेप से धातु की चमक तक रगड़ने के बाद, उजागर क्षेत्र को क्वार्ट्ज-वैसलीन पेस्ट के साथ भी चिकनाई की जाती है।
इस तरह की तैयारी के बाद, टिप को तब तक रखा जाता है जब तक कि यह कोर पर टिकी न हो, और इसे पहले से चयनित पंच और मरने के साथ दबाने वाले तंत्र में रखकर इसे मोड़ दें।समेटने के बाद टिप के ट्यूबलर भाग पर प्राप्त गड्ढों को गैसोलीन से सिक्त कपड़े से पोंछा जाता है, रचना संख्या 2 के साथ चिकनाई की जाती है, और फिर पॉलीविनाइल क्लोराइड टेप और पॉलीविनाइल क्लोराइड रचना संख्या 2 के रोल से भर दिया जाता है।
टेप रोल की मात्रा और आकार छेद की गहराई और आकार के अनुरूप होना चाहिए। हैंक को छेद में दबाया जाता है और फिर यौगिक #2 के साथ लेपित किया जाता है।
केबल लग्स के बेलनाकार भाग की बाहरी सतह से कोर इंसुलेशन तक संक्रमण के दौरान बनने वाले लेज को 7.5 मिमी चौड़े पॉलीविनाइल क्लोराइड टेप के कॉइल के साथ समतल किया जाता है, जिसके लिए टेप रोल 15 मिमी चौड़ा आधा कट जाता है। इसी तरह, लीड या एल्यूमीनियम शीथ से बेल्ट इन्सुलेशन में संक्रमण पर स्कर्टिंग को संरेखित करें।
तालिका 2. केवीवी टर्मिनल स्थापना के लिए केबल पट्टी आयाम
इंस्टालेशन कंडक्टर सेक्शन का आकार, वोल्टेज केबल के लिए एमएम2, चैनल सेगमेंट के केवीआयाम, मिमी (चित्र 4 देखें, ए)1610АОНСКВВ-1До 25—F + 653015KVV-235…5010…25-F + 705020KVV-370…9535 … 5016…25F + 1058025KVV-4120… 15070…9535… 70F + 1058025KVV-5185120…15095…120F + 12510025KVV-6240185150F + 12510025KVV-7-240185F + 12 510025KVV-8—240F + 12510025
टिप्पणियाँ:
1. कटे हुए तारों (सेगमेंट जी) की लंबाई कनेक्शन की स्थिति के आधार पर ली जाती है, लेकिन 1 केवी के वोल्टेज के लिए केबल के लिए 150 मिमी से कम नहीं, 6 केवी के वोल्टेज के लिए 250 मिमी और वोल्टेज के लिए 400 मिमी 10 केवी का।
2. धारा जी तारों की समाप्ति की विधि के आधार पर निर्धारित की जाती है।
फिर वायर इंसुलेशन की बाहरी सतहों और बेल्ट इंसुलेशन को गैसोलीन से थोड़ा सिक्त कपड़े से पोंछें, और बेल्ट इंसुलेशन से लेकर टिप के संपर्क वाले हिस्से तक प्रत्येक कोर को पॉलीविनाइल क्लोराइड टेप से लपेटा जाता है (एक वायर क्रॉस के साथ तीन परतों में- 95 मिमी2 तक का खंड और 120 मिमी2 और अधिक के क्रॉस-सेक्शन के साथ चार परतों में)।
पॉलीविनाइल क्लोराइड टेप की परतों को पिछले मोड़ (ओवरलैप) के 50% ओवरलैप के साथ लगाया जाता है और एक तनाव के साथ जिसमें टेप को प्रारंभिक चौड़ाई में 1/4 से अधिक की कमी के साथ बढ़ाया जाता है। प्रत्येक कोर की अंतिम घुमावदार परत सीसा या एल्यूमीनियम म्यान की पूरी पिच तक पहुंचकर की जाती है।
प्रत्येक कोर की वाइंडिंग को म्यान के साथ केबल व्यास के साथ क्रमशः 70, 100 या 120 मिमी लंबे (बेल्ट इन्सुलेशन के अंत से गिनती) वर्गों में रचना संख्या 2 की मोटी परत के साथ ब्रश के साथ कवर किया जाता है, 25 तक , 40 और 55 मिमी। रचना प्रत्येक कोर की सतह के उस हिस्से पर लागू होती है जो अंदर की ओर होती है।
ब्रश या लकड़ी के स्पैटुला का उपयोग करके, यौगिक संख्या 2 का उपयोग नसों के बीच की आंतरिक जगह को भरने के लिए किया जाता है। फिर नसों को हाथों से एक बंडल में दबाया जाता है और इस स्थिति में रचना संख्या 2 के साथ कवर किए गए क्षेत्र से 10 मिमी की दूरी पर एक कपास टेप पट्टी के साथ तय किया जाता है।
कंप्रेस्ड वेन्स के बंडल की बाहरी सतह को भी रचना #2 की एक मोटी परत के साथ लेपित किया जाता है (बंडल में एक्सट्रूडेड रचना का उपयोग करके)। शिराओं द्वारा बनने वाले खांचों में संघटन की मात्रा ऐसी होनी चाहिए कि वह बंडल की सतह के ऊपर तीन रोल के रूप में बाहर निकले, अर्थात् उन्हें संघटन से खाली न छोड़ा जाए, जिसमें हवा और नमी आ सके। संचय करें।
एक बंडल में संकुचित कोर के खंड पर और केबल जैकेट के खंड पर, पॉलीविनाइल क्लोराइड टेप की आठ परतों की एक स्ट्रिप ग्लास वाइंडिंग को 50% ओवरलैप (केबल क्रॉस-सेक्शन और वोल्टेज की परवाह किए बिना) और एक पर लागू किया जाता है। इस वाइंडिंग के सिरों से 20 मिमी की दूरी पर और केबल रॉड के बेलनाकार भाग पर - 1 मिमी (तालिका 3) के व्यास के साथ सुतली की मुड़ी हुई पट्टियाँ।
ड्रेसिंग ब्रश का उपयोग करके पॉलीविनाइल क्लोराइड यौगिक नंबर 1 के साथ कवर किया गया है।
नमी प्रतिरोध को बढ़ाने के लिए, मुहर की बाहरी सतह डामर वार्निश या रंगीन तामचीनी पेंट से ढकी हुई है।
कांच के कॉइल से 10 मिमी ऊपर लगाए गए कॉटन टेप से बनी एक अस्थायी पट्टी को तारों को मोड़ने और उन्हें उपकरण या स्विचगियर के संबंधित घिसने के संपर्कों से जोड़ने और नंबर 2 संरचना के पर्याप्त सुखाने के बाद हटाया जा सकता है।
इसके अलावा, रचना 2 सूखने से पहले, संसेचन रचना के दबाव से एम्बेडिंग को जारी करना वांछनीय है, जो केबल के सिरों के स्थान के स्तरों में अंतर के कारण उत्पन्न होता है। लोड के तहत नव स्थापित समाप्ति के साथ केबल का कनेक्शन स्थापना के अंत के 48 घंटे से पहले की अनुमति नहीं है।
गैर-चिपकने वाला पॉलीविनाइल क्लोराइड टेप और तरल यौगिक #1 का उपयोग करने वाले केवीवी सील उसी तरह स्थापित किए जाते हैं जैसे चिपकने वाली टेप का उपयोग करने वाले सील। इस मामले में, कॉइल की प्रत्येक परत (अगली परत के पूरा होने से पहले इसके ओवरले के घनत्व को कमजोर करने से बचने के लिए) कच्चे धागे के 2-3 किस्में की पट्टी के साथ अस्थायी रूप से तय की जाती है।
तालिका 3 केबल कोर के क्रॉस-सेक्शन पर पट्टी की चौड़ाई की निर्भरता
कोर सेक्शन, mm2162535507095120150185240 बैंडेज चौड़ाई, mm25303540455055657075
कॉइल की प्रत्येक परत की सतह को पहले एक के साथ कवर किया जाता है, और सूखने के बाद - रचना संख्या 1 की दूसरी परत के साथ। टेप की अगली परत रचना संख्या 1 की तीसरी परत पर लागू होती है, जिसे तुरंत लागू नहीं किया जाता है पूरी लंबाई के साथ, लेकिन धीरे-धीरे 100 मिमी की लंबाई वाले वर्गों में।
केबल सिरों के स्थान स्तरों में बड़े अंतर के साथ एक विशेष डिजाइन के केवीवी सील का उपयोग किया जाता है। वे पहले और दूसरे डिजाइन की मुहरों से भिन्न होते हैं जिसमें कोर इन्सुलेशन पर घुमावदार पॉलीविनाइल क्लोराइड टेप की पांच परतों से बना होता है, और सीलिंग रीढ़ को नंबर 2 पॉलीविनाइल क्लोराइड यौगिक के बजाय एपॉक्सी यौगिक के साथ सील कर दिया जाता है।
विशेष निर्माण केवीवी फिटिंग में, टिप और कोर इन्सुलेशन के बीच लेवलिंग कॉइल कपास टेप के साथ प्रत्येक मोड़ पर एपॉक्सी के उदार कोटिंग के साथ बनाया जाता है।