बोल्ट संपर्क कनेक्शन
 आयताकार तारों के बीच कनेक्शन बोल्ट, स्टड या क्लैम्प की सहायता से किया जाता है। बोल्ट की संख्या टायरों के आकार से निर्धारित होती है। एक बड़े खंड के साथ एक बोल्ट की तुलना में एक छोटे खंड के साथ कई बोल्टों का उपयोग करके संपर्क सतहों के संपीड़ित बल को सुनिश्चित करना अधिक समीचीन है, क्योंकि पहले मामले में संपर्क स्थानों की संख्या अधिक है। नतीजतन, कनेक्शन का जंक्शन प्रतिरोध कम हो जाता है और संपर्क क्षेत्र पर वर्तमान का अधिक समान वितरण प्राप्त होता है। विद्युत उपकरणों के फ्लैट और पिन संपर्क तार GOST 21242-75 के अनुसार बनाए जाते हैं।
आयताकार तारों के बीच कनेक्शन बोल्ट, स्टड या क्लैम्प की सहायता से किया जाता है। बोल्ट की संख्या टायरों के आकार से निर्धारित होती है। एक बड़े खंड के साथ एक बोल्ट की तुलना में एक छोटे खंड के साथ कई बोल्टों का उपयोग करके संपर्क सतहों के संपीड़ित बल को सुनिश्चित करना अधिक समीचीन है, क्योंकि पहले मामले में संपर्क स्थानों की संख्या अधिक है। नतीजतन, कनेक्शन का जंक्शन प्रतिरोध कम हो जाता है और संपर्क क्षेत्र पर वर्तमान का अधिक समान वितरण प्राप्त होता है। विद्युत उपकरणों के फ्लैट और पिन संपर्क तार GOST 21242-75 के अनुसार बनाए जाते हैं।
कई को जोड़ना समानांतर बसें एक दूसरे के बीच चरणों को कनेक्शन में रखकर किया जाता है, न कि जोड़े में, क्योंकि दूसरे मामले में संपर्क सतह बहुत छोटी होती है, और क्षणिक प्रतिरोध बड़ा होता है।
जब कोई विद्युत धारा गुजरती है, तो संपर्क कनेक्शन के हिस्से गर्म हो जाते हैं और गर्म होने के कारण फैल जाते हैं। शॉर्ट सर्किट के दौरान विशेष रूप से महत्वपूर्ण ताप और विस्तार होता है। विस्तार पूरे संपर्क लिंक में समान नहीं है क्योंकि इसके भागों में रैखिक विस्तार के विभिन्न गुणांक हैं।
कॉपर और एल्युमीनियम बसबार बोल्ट प्रतिकूल परिस्थितियों में काम करते हैं, क्योंकि स्टील बोल्ट के रैखिक विस्तार का गुणांक तांबे या एल्यूमीनियम बसबार की तुलना में कम होता है: इसके अलावा, शॉर्ट सर्किट की स्थिति में, बोल्ट हमेशा की तुलना में काफी कम गर्म होते हैं। टायर।
शॉर्ट-सर्किट मोड में, अतिरिक्त बल बोल्ट पर कार्य करते हैं, जो बोल्ट के कसने वाले बल के संयोजन में, स्थायी विकृति और तापमान गिरने पर संपर्क कनेक्शन के कमजोर होने का कारण बन सकता है। टायर पैक जितना मोटा होगा, क्लैम्पिंग बोल्ट में यांत्रिक तनाव उतना ही अधिक होगा। बेलविल स्प्रिंग्स का उपयोग करके इन तनावों को कम किया जा सकता है।
विद्युत प्रयोजनों के लिए डिस्क स्प्रिंग्स GOST 17279-71 के अनुसार दो प्रकार के होते हैं:
- Ш - टायर जोड़ों में संपर्क दबाव बनाए रखने के लिए स्प्रिंग्स,
— के — बिजली के उपकरणों के टर्मिनलों के साथ केबल लग्स के कनेक्शन में संपर्क दबाव बनाए रखने के लिए स्प्रिंग्स, जिनमें टायरों की तुलना में कम संपर्क विमान होता है
स्प्रिंग्स के मुख्य पैरामीटर अंजीर में दिखाए गए हैं।
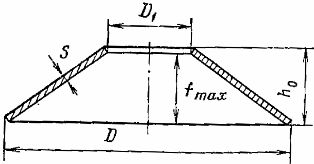
चावल। 1. बेलेविल स्प्रिंग।
इसे बेलेविले स्प्रिंग्स का उपयोग किए बिना कनेक्शन बनाने की अनुमति है, लेकिन बोल्ट के सिर के नीचे या अखरोट के नीचे एल्यूमीनियम की तरफ स्थापित एक मोटी वॉशर के साथ। संदर्भ तालिका में सामान्य (GOST 11371-78) और विस्तारित (GOST 6958-78) वाशर के आयाम दिए गए हैं।
एक या चार बोल्ट के साथ संपर्क कनेक्शन में जुड़े तत्वों के ओवरलैप (ओवरलैप) की लंबाई शायद ही कभी बसबार की चौड़ाई से अधिक होती है, और दो बोल्ट के साथ यह बसबार की चौड़ाई से 1.5 से 2 गुना अधिक होती है।
संपर्क जोड़ के संपर्क प्रतिरोध में कमी दबाव बढ़ाकर और कठोरता को कम करके हासिल की जाती है।
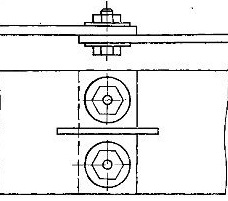
अंजीर। 2. एक अनुदैर्ध्य खंड के साथ टायरों का संपर्क कनेक्शन।
टायरों के संपर्क कनेक्शन की कठोरता को कम करने के लिए, 3-4 मिमी की चौड़ाई, 50 मिमी की लंबाई (छवि 2) के साथ अनुदैर्ध्य कटौती करें।
संयुक्त में बोल्ट को स्पष्ट वर्तमान घनत्व की संपर्क सतहों और बोल्ट के लिए स्वीकार्य तन्यता बलों के बीच आवश्यक विशिष्ट दबावों के आधार पर चुना जाता है। संपर्क जोड़ों की सामग्री के आधार पर संपर्क जोड़ों, एमपीए में अनुशंसित विशिष्ट दबाव नीचे दिए गए हैं।
टिनडेड कॉपर - 0.5 - 10.0
तांबा, पीतल, कांस्य, बिना संरक्षित - 0.6 - 12.0
एल्युमिनियम - 25.0
टिनडेड स्टील - 10.0 - 15.0
बेयर स्टील - 60.0
बोल्ट की लंबाई को चुना जाता है ताकि कनेक्शन के संयोजन और कसने के बाद मुक्त धागे के कम से कम दो धागे बने रहें।
संदर्भ तालिकाओं में दिए गए टोक़ मूल्यों को सुनिश्चित करते हुए, संपर्क कनेक्शन के बोल्ट को एक रिंच के साथ कड़ा कर दिया जाता है।
बेलेविले स्प्रिंग बोल्ट दो चरणों में कड़े होते हैं। सबसे पहले, बोल्ट को तब तक कड़ा किया जाता है जब तक कि बेलेविले स्प्रिंग पूरी तरह से संकुचित न हो जाए, फिर रिंच को एमबी और एम12 बोल्ट के लिए 1/4 मोड़ और अन्य बोल्ट के लिए 1/6 मोड़ विपरीत दिशा में मोड़कर कनेक्शन को ढीला कर दिया जाता है।
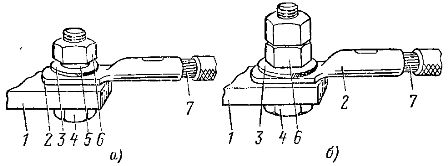
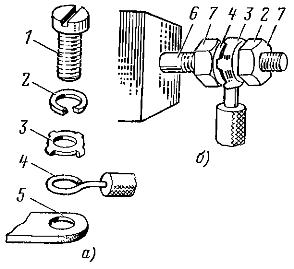
चावल। 3. तांबे के तार को तांबे या एल्यूमीनियम मिश्र धातु के फ्लैट टर्मिनल से जोड़ना: ए - एम 8 तक बोल्ट के लिए, बी - बोल्ट के सभी आकारों के लिए, 1 - टर्मिनल, 2 - टिप, 3 - वॉशर, 4 - बोल्ट, 5 - स्प्रिंग वॉशर, 6 - नट, 7 - कोर।
फ्लैट तारों को फ्लैट तांबे या एल्यूमीनियम मिश्र धातु टर्मिनलों से जोड़ना (चित्र।3) स्टील बोल्ट (GOST 7798-70), नट (GOST 5915-70) और वाशर (GOST 11371-78) और एल्यूमीनियम से बने टर्मिनलों की मदद से किया जाता है - संपर्क दबाव को स्थिर करने के साधनों का उपयोग करके: स्प्रिंग्स से रैखिक विस्तार (18-21) x 10-6 ° C-1 (चित्र 4) के गुणांक के साथ तांबे या एल्यूमीनियम मिश्र धातुओं से बने बेलविले या फास्टनरों।
बेलेविले स्प्रिंग लिंक को असेंबल करते समय, एक बढ़े हुए वॉशर को एल्यूमीनियम आउटलेट के किनारे रखा जाता है, और टिप पर कॉपर लैग के किनारे एक सामान्य वॉशर रखा जाता है। बेलेविले स्प्रिंग्स में कंटेनरों का उपयोग नहीं किया जाता है।
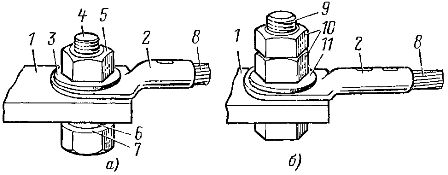
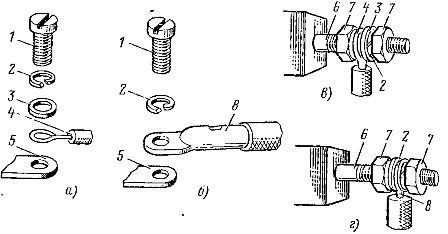
चावल। 4. एक तांबे के तार को एक फ्लैट एल्यूमीनियम आउटलेट से जोड़ना: ए - बेलेविले स्प्रिंग्स का उपयोग करना, बी - अलौह फास्टनरों का उपयोग करना, 1 - टर्मिनल, 2 - तांबे की नोक, 3 - स्प्रिंग वॉशर, 4 - स्टील बोल्ट, 5 - स्टील नट, 6 - बढ़े हुए स्टील वॉशर, 7 - डिस्क स्प्रिंग, 8 - तांबे के तार, 9 - अलौह धातुओं के बोल्ट, 10 - अलौह धातुओं के नट, 11 - अलौह धातुओं के वॉशर।
यदि आवश्यक आयामों के डिस्क स्प्रिंग्स या अलौह बोल्ट और नट उपलब्ध नहीं हैं, तो कनेक्शन को एक बढ़े हुए वॉशर का उपयोग करके बनाया जा सकता है, बशर्ते कि जंक्शन प्रतिरोध और कनेक्शन का ताप तापमान निर्दिष्ट सीमा के भीतर हो।
चावल। 5. फ्लैट टर्मिनल में दो लग्स संलग्न करें।
ऐसे मामलों में जहां संपर्क कनेक्शन 80% से अधिक सापेक्ष आर्द्रता वाले कमरे में और कम से कम 20 डिग्री सेल्सियस या रासायनिक रूप से सक्रिय वातावरण में संचालित होते हैं, यह संक्रमणकालीन तांबा-एल्यूमीनियम प्लेटों का उपयोग करके किया जाता है। एल्युमीनियम टर्मिनल से तांबे के तार का सीधा कनेक्शन तब किया जा सकता है जब एल्युमिनियम टर्मिनल पर सुरक्षात्मक धातु की परत चढ़ी हो।
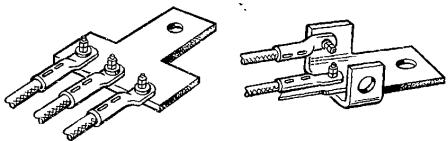
चावल। 6. दो से अधिक कानों को टर्मिनलों से जोड़ने के लिए एडेप्टर।
केबल के दो कंडक्टरों के फ्लैट टर्मिनल से कनेक्शन बनाते समय, सबसे कम संपर्क प्रतिरोध सुनिश्चित करने और वर्तमान के अधिक समान वितरण को बनाए रखने के लिए लग्स को फ्लैट टर्मिनल (चित्र 5) के दोनों किनारों पर रखा जाना चाहिए। यदि आपको दो से अधिक कानों को टर्मिनल से जोड़ने की आवश्यकता है या टर्मिनल छेद टर्मिनल छेद से मेल नहीं खाता है, तो संक्रमण टुकड़ों का उपयोग करें। युक्तियाँ एडेप्टर भाग से सममित रूप से जुड़ी हुई हैं (चित्र 6)।
सपाट तांबे के तार और लग्स को पिन से जोड़ना उपकरण पिन तांबे और उसके मिश्र धातुओं के मानक नटों का उपयोग करके किया जाता है। टिन, निकल या कैडमियम के साथ लेपित स्टील नट्स का उपयोग करके 30 ए तक रेटेड धाराओं पर कनेक्शन बनाए जाते हैं।
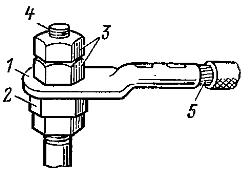
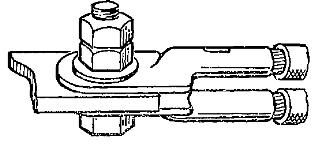
चावल। 7. टिप को पिन टर्मिनल से जोड़ना: 1 — टिप, 2 — बढ़े हुए कॉपर नट, 3 — स्टील नट, 4 — पिन टर्मिनल, 5 — तार।
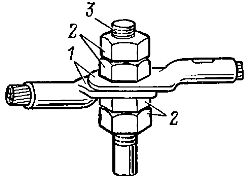
चावल। 8. दो लग्स को पिन टर्मिनल से जोड़ना: 1 — लग्स, 2 — नट, 3 — पिन टर्मिनल।
250 ए तक की धाराओं के लिए एल्यूमीनियम फ्लैट कंडक्टर तांबे की तरह ही जुड़े हुए हैं, और 250 से 400 ए तक की धाराओं के लिए, विस्तारित कर्षण नट का उपयोग कनेक्शन के लिए किया जाता है (चित्र 7)।
पिन टर्मिनल (चित्र। 8) के लिए दो लग्स का कनेक्शन सममित रूप से किया जाना चाहिए, और दो से अधिक लग्स को जोड़ने पर एडेप्टर भागों का उपयोग किया जाता है।
400 ए से ऊपर की धाराओं के लिए, कॉपर-एल्यूमीनियम लग्स का उपयोग किया जाना चाहिए या बसबारों के सिरों को प्रबलित (पंक्तिबद्ध) किया जाना चाहिए।
स्टार के आकार के वाशर की मदद से रिंग के रूप में उन्हें बनाने के बाद फ्लैट और पिन टर्मिनलों के लिए गोल तारों का कनेक्शन किया जाता है।स्क्रू या नट को कसते समय, स्टार वाशर के दांतों को आउटलेट की सतह या स्टॉप नट को नहीं छूना चाहिए ताकि कोर रिंग को क्लैंप के खिलाफ मजबूती से दबाया जा सके।
वायर रिंग को बोल्ट या नट के सिर के नीचे रखा जाता है ताकि बोल्ट या नट को कसने पर यह उनके नीचे से बाहर न निकले (चित्र 9)। ऐसे मामलों में जहां एकल तार एल्यूमीनियम कंडक्टर को रिंग टिप (पिस्टन) से समाप्त किया जाता है, स्टार वॉशर का उपयोग नहीं किया जाता है।
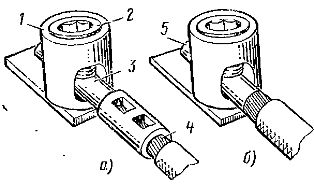
चावल। 9. कंडक्टर के साथ 10 मिमी 2 तक के क्रॉस सेक्शन के साथ एक एल्यूमीनियम तार का कनेक्शन: ए - फ्लैट, बी - पिन, 1 - स्क्रू, 2 - स्प्रिंग वॉशर, 3 - स्टार वॉशर, 4 - एक रिंग में कोर बेंट, 5 — फ्लैट क्लैम्प, 6 — पिन टर्मिनल, 7 — नट।
चावल। 10. तारों के साथ 10 मिमी 2 तक के क्रॉस सेक्शन वाले तांबे के तार को जोड़ना: ए, बी - फ्लैट, सी, डी - पिन, 1 - स्क्रू, 2 - स्प्रिंग वॉशर, 3 - वॉशर, 4 - सिंगल-वायर वायर बेंट एक अंगूठी में, 5-फ्लैट क्लैंप, 6-पिन क्लिप, 7-नट, 8-तार एक फ्लैट या रिंग टिप के साथ समाप्त होता है।
10 मिमी 2 तक के क्रॉस सेक्शन वाले तांबे के तार स्क्रू, वाशर, लॉक वाशर और नट (चित्र 10) का उपयोग करके फ्लैट और पिन टर्मिनलों से जुड़े होते हैं। जब कनेक्टिंग तार एक टिप (पिस्टन) के साथ समाप्त हो जाते हैं, तो वॉशर का उपयोग नहीं किया जाता है।
चावल। 11. एक एल्यूमीनियम फंसे हुए तार को एक बेलनाकार क्लैंप के साथ जोड़ना: ए - पिन की नोक का उपयोग करना, बी - मिश्र धातु एडिटिव्स के अतिरिक्त धागे के अंत को एक मोनोलिथ में फ्यूज करने के बाद, 1 - बॉडी, 2 - क्लैम्पिंग स्क्रू, 3 - पिन टिप, 4 - फंसे हुए कंडक्टर, 5 - कोर का अंत, एक मोनोलिथ में जुड़ा हुआ।
प्लग कनेक्शन के लिए पेंच टर्मिनलों के साथ, एल्यूमीनियम या तांबे के फंसे हुए तारों को एक पिन के साथ तोड़ने के बाद या तार के अंत को मिश्र धातु के जोड़ के साथ एक मोनोलिथ में फ्यूज करने के बाद जोड़ा जा सकता है।