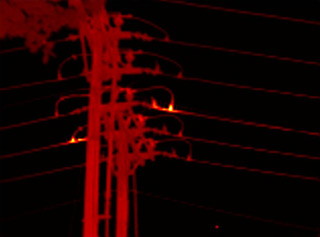
स्विचगियर और ओवरहेड लाइनों के संपर्क कनेक्शन में दोषों का पता लगाना
जैसा कि आप जानते हैं, डिजाइन, उद्देश्य, सामग्री के कनेक्शन की विधि, आवेदन के क्षेत्र और अन्य कारकों के आधार पर, बोल्ट, वेल्डेड, सोल्डरेड और क्रिम्प्ड (दबाए गए और मुड़े हुए) के साथ संपर्क जोड़ होते हैं। रिमोट स्पेसर तार संपर्क कनेक्शन को भी संदर्भित कर सकते हैं।
वेल्डेड संपर्क जोड़ों के दोष
वेल्डिंग द्वारा बनाए गए संपर्क जोड़ों में काम के दौरान, दोषों के कारण हो सकते हैं: निर्दिष्ट मापदंडों से विचलन, अंडरकट्स, बुलबुले, गुफाएं, पैठ की कमी, सैगिंग, दरारें, लावा और गैस समावेशन (गुहा), अनसेल्ड क्रेटर, जलना कोर तार, जुड़े तारों का विचलन, टर्मिनलों का गलत विकल्प, कनेक्शनों पर सुरक्षात्मक कोटिंग्स की कमी आदि।
थर्मल वेल्डिंग तकनीक बड़े क्रॉस-सेक्शन (240 मिमी 2 और अधिक) वाले तारों के लिए वेल्डेड कनेक्टर्स के विश्वसनीय संचालन को सुनिश्चित नहीं करती है।यह इस तथ्य के कारण है कि तारों के वेल्डिंग के दौरान अपर्याप्त हीटिंग और उनके सिरों के असमान अभिसरण के कारण, बाहरी परतें जल जाती हैं, पैठ की कमी, सिकुड़ती हुई आवाजें और स्लैग वेल्डिंग स्थल पर दिखाई देते हैं। नतीजतन, वेल्डेड कनेक्शन की यांत्रिक शक्ति कम हो जाती है, जो कि गणना से कम यांत्रिक भार पर, लंगर के पाश में तार के टूटने (जलने) की ओर जाता है।


एंकर सपोर्ट लूप्स में वेल्डिंग दोषों के कारण अल्पकालिक ओवरहेड लाइनों का आपातकालीन शटडाउन हुआ है। यदि अलग-अलग तार वेल्डेड जोड़ में टूट जाते हैं, तो इससे संपर्क प्रतिरोध और उसके तापमान में वृद्धि होती है। इस मामले में दोषों के विकास की दर कई कारकों पर महत्वपूर्ण रूप से निर्भर करेगी: लोड करंट का मूल्य, वायर वोल्टेज, हवा और कंपन का प्रभाव, आदि। किए गए प्रयोगों के आधार पर, यह पाया गया कि:
-
कंडक्टर के सक्रिय क्रॉस-सेक्शन में 20 - 25% की कमी व्यक्तिगत कंडक्टरों के टूटने के कारण हेलीकॉप्टर से आईआर नियंत्रण के दौरान पता नहीं लगाया जा सकता है, जो कंडक्टर की कम उत्सर्जन से जुड़ा है, गर्मी इन्सुलेटर की दूरी से 50-80 मीटर पर ट्रैक, हवा, सौर विकिरण और अन्य कारकों का प्रभाव;
-
थर्मल इमेजर या पाइरोमीटर का उपयोग करके वेल्डिंग द्वारा बनाए गए दोषपूर्ण संपर्क जोड़ों को अस्वीकार करते समय, यह ध्यान में रखा जाना चाहिए कि इन जोड़ों में दोषों के विकास की दर दबाने वाले बोल्ट वाले संपर्क जोड़ों की तुलना में बहुत अधिक है;
-
लगभग 5 ° C के अतिरिक्त तापमान पर वेल्डिंग द्वारा किए गए संपर्क जोड़ों के दोष, एक ओवरहेड लाइन हेलीकाप्टर द्वारा निरीक्षण के दौरान एक थर्मल इमेजिंग कैमरे द्वारा पता चला, खतरनाक के रूप में वर्गीकृत किया जाना चाहिए;
-
स्टील की आस्तीन जो तारों के वेल्डेड हिस्से से नहीं निकाली जाती है, का गलत आभास दे सकती है संभव ताप, गर्म सतह के उच्च उत्सर्जन के कारण।

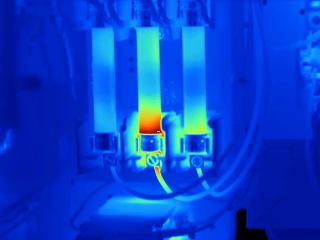
दबाए गए संपर्क कनेक्शन के दोष
क्रिम्पिंग द्वारा किए गए संपर्क कनेक्शन में, लग्स या स्लीव्स का अनुचित चयन, कोर में अधूरा सम्मिलन, अपर्याप्त दबाव, वायर कनेक्टर में स्टील कोर का विस्थापन आदि हैं। जैसा कि आप जानते हैं, तरीकों में से एक crimped कनेक्टर्स का प्रबंधन उनके डीसी प्रतिरोध को मापने के लिए है।
 न्यूनतम संपर्क कनेक्शन का मानदंड पूरे कंडक्टर के समतुल्य खंड का प्रतिरोध है। एक ढाला कनेक्टर फायदेमंद माना जाता है यदि इसका प्रतिरोध पूरे तार की समतुल्य लंबाई के 1.2 गुना से अधिक नहीं है।
न्यूनतम संपर्क कनेक्शन का मानदंड पूरे कंडक्टर के समतुल्य खंड का प्रतिरोध है। एक ढाला कनेक्टर फायदेमंद माना जाता है यदि इसका प्रतिरोध पूरे तार की समतुल्य लंबाई के 1.2 गुना से अधिक नहीं है।
जब क्लच दबाया जाता है, तो इसका प्रतिरोध तेजी से गिरता है, लेकिन दबाव बढ़ने पर यह स्थिर हो जाता है और नगण्य रूप से बदल जाता है। समेटे हुए तारों की संपर्क सतह की स्थिति के लिए कनेक्टर का प्रतिरोध बहुत संवेदनशील है। संपर्क सतहों पर एल्यूमीनियम ऑक्साइड की उपस्थिति से कनेक्टर के संपर्क प्रतिरोध में तेज वृद्धि होती है और गर्मी उत्पादन में वृद्धि होती है।
दबाने की प्रक्रिया के दौरान संपर्क संयुक्त के संपर्क प्रतिरोध में नगण्य परिवर्तन, साथ ही इसमें संबंधित कम गर्मी रिलीज, अवरक्त उपकरणों की मदद से विधानसभा के तुरंत बाद उनमें दोषों का पता लगाने में अपर्याप्त दक्षता का संकेत मिलता है।
दबाए गए संपर्क जोड़ों के संचालन के दौरान, उनमें दोषों की उपस्थिति क्षणिक प्रतिरोध में वृद्धि और स्थानीय अति ताप की घटना के साथ ऑक्साइड फिल्मों के अधिक गहन गठन में योगदान देगी। इसलिए, यह माना जा सकता है कि नए क्रिम्प्ड संपर्क कनेक्शनों का इन्फ्रारेड नियंत्रण क्रिम्प दोषों का पता लगाने की अनुमति नहीं देता है और उन कनेक्टरों के लिए किया जाना चाहिए जो एक निश्चित अवधि (1 वर्ष या अधिक) के लिए संचालन में हैं।
ढाला कनेक्टर्स की मुख्य विशेषताएं समेटना और यांत्रिक शक्ति की डिग्री हैं। जैसे-जैसे कनेक्टर की यांत्रिक शक्ति बढ़ती है, उसका संपर्क प्रतिरोध घटता जाता है। कनेक्टर की अधिकतम यांत्रिक शक्ति संपर्क के न्यूनतम विद्युत प्रतिरोध से मेल खाती है।
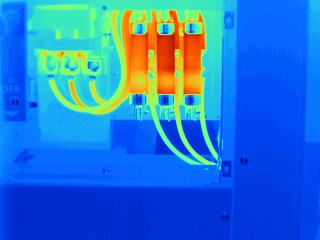
बोल्ट वाले संपर्क कनेक्शन के दोष
तांबे के तार को तांबे या एल्यूमीनियम मिश्र धातु से बने एक फ्लैट टर्मिनल से जोड़ने पर वाशर की कमी के कारण अक्सर बोल्ट के साथ बने संपर्क कनेक्टर्स में दोष होते हैं, बेलेविल स्प्रिंग्स की कमी, तांबे के टर्मिनलों के लिए एल्यूमीनियम टिप के सीधे कनेक्शन के कारण अपर्याप्त बोल्ट कसने वाले टोक़ आदि के परिणामस्वरूप आक्रामक या गीले वातावरण वाले इनडोर उपकरण।
उच्च धाराओं (3000 ए और अधिक) के लिए एल्यूमीनियम बसबारों के बोल्ट वाले संपर्क जोड़ों में संचालन में पर्याप्त स्थिरता नहीं होती है।यदि 1500 ए तक की धाराओं के संपर्क कनेक्शनों को हर 1-2 साल में बोल्ट कसने की आवश्यकता होती है, तो 3000 ए और उससे अधिक की धाराओं के लिए समान कनेक्शनों को संपर्क सतहों की आवश्यक सफाई के साथ वार्षिक मरम्मत की आवश्यकता होती है। इस तरह के ऑपरेशन की आवश्यकता इस तथ्य के कारण है कि एल्यूमीनियम से बने बड़े धाराओं (बिजली संयंत्रों की बसें, आदि) के लिए पाइपलाइनों में, संपर्क जोड़ों की सतह पर ऑक्साइड फिल्मों के निर्माण की प्रक्रिया अधिक तीव्र होती है।
बोल्ट वाले संपर्क जोड़ों की सतह पर ऑक्साइड फिल्मों के निर्माण की प्रक्रिया स्टील बोल्ट और एल्यूमीनियम रेल के रैखिक विस्तार के विभिन्न तापमान गुणांकों द्वारा सुगम होती है। जब शॉर्ट-सर्किट करंट या अल्टरनेटिंग करंट बसबार से होकर गुजरता है, तो कंपन होता है, खासकर जब बसबार लंबा होता है, और एल्यूमीनियम बसबार की संपर्क सतह का विरूपण (संघनन) होता है। इस मामले में, बस की दो संपर्क सतहों को एक साथ खींचने वाला बल कमजोर हो जाता है और उनके बीच स्नेहक की परत वाष्पित हो जाती है। ऑक्साइड फिल्मों के निर्माण के परिणामस्वरूप, संपर्कों का संपर्क क्षेत्र, यानी। संपर्क क्षेत्रों (बिंदुओं) की संख्या और आकार जिसके माध्यम से वर्तमान घटता है, और साथ ही उनमें वर्तमान घनत्व बढ़ता है। यह हजारों एम्पीयर प्रति वर्ग सेंटीमीटर तक पहुंच सकता है, जिसके परिणामस्वरूप इन बिंदुओं का ताप काफी बढ़ जाता है।
बाद वाले बिंदु का तापमान संपर्क सामग्री के गलनांक तक पहुँच जाता है और संपर्क सतहों के बीच तरल धातु की एक बूंद बन जाती है। बूंदों का तापमान, बढ़ता हुआ, उबलने तक पहुँच जाता है, संपर्क जंक्शन के आसपास का स्थान आयनित हो जाता है, और रिएक्टर प्लांट में एक मल्टीफ़ेज़ शॉर्ट सर्किट बन सकता है।चुंबकीय बलों के प्रभाव में, चाप घूम सकता है टायर आरयू सभी परिणामी परिणामों के साथ।
परिचालन अनुभव से पता चलता है कि, उच्च-वर्तमान बसबारों के साथ, सिंगल-बोल्ट संपर्क कनेक्शनों में अपर्याप्त विश्वसनीयता है। बाद वाले, GOST 21242-75 के अनुसार, 1000 ए तक रेटेड धाराओं पर उपयोग करने की अनुमति है, लेकिन वे पहले से ही 400-630 ए की धाराओं पर क्षतिग्रस्त हैं। सिंगल-बोल्ट संपर्क कनेक्शन की विश्वसनीयता में सुधार के लिए कई की आवश्यकता होती है विद्युत को उनके प्रतिरोध को स्थिर करने के तकनीकी उपाय।
एक बोल्ट वाले संपर्क कनेक्शन में दोषों के विकास की प्रक्रिया, एक नियम के रूप में, एक लंबा समय लेती है और कई कारकों पर निर्भर करती है: लोड करंट, ऑपरेशन का तरीका (स्थिर भार या चर), रसायनों के संपर्क में, हवा का भार, बोल्ट कसना बल, संपर्क दबाव स्थिरीकरण की उपलब्धता, आदि।
संपर्क कनेक्शन का संपर्क प्रतिरोध समय के एक निश्चित बिंदु तक धीरे-धीरे बढ़ता है, जिसके बाद तीव्र गर्मी रिलीज के साथ संपर्क सतह की तेज गिरावट होती है, जो संपर्क कनेक्शन की आपातकालीन स्थिति की विशेषता है।
इसी तरह के परिणाम इन्फ्रामेट्रिक्स (यूएसए) के विशेषज्ञों द्वारा बोल्ट किए गए संपर्क जोड़ों के थर्मल परीक्षण के दौरान प्राप्त किए गए थे। परीक्षणों के दौरान हीटिंग तापमान में वृद्धि पूरे वर्ष क्रमिक होती है, और फिर गर्मी रिलीज में तेज वृद्धि की अवधि शुरू होती है।
घुमाकर बनाए गए संपर्क जोड़ों के दोष
घुमाकर बनाए गए संपर्क कनेक्शनों को नुकसान मुख्य रूप से स्थापना दोषों के कारण होता है।अंडाकार कनेक्टर्स (4.5 मोड़ से कम) में तारों का अधूरा घुमाव तार को कनेक्टर से खींच लेगा और इसे तोड़ देगा। अनुपचारित तार एक उच्च संपर्क प्रतिरोध बनाते हैं, जिसके परिणामस्वरूप कनेक्टर में तार संभावित बर्नआउट के साथ ज़्यादा गरम हो जाता है। ब्रांड SOAS-95-3 के अंडाकार कनेक्टर से AJS-70/39 प्रकार के बिजली संरक्षण तार को बार-बार खींचने के मामले 220 kV ओवरहेड लाइनों से कम मोड़ पर मुड़ते हैं।

 दूरी कोष्ठक
दूरी कोष्ठक
स्पैसर के कुछ संस्करणों के असंतोषजनक डिजाइन, कंपन बलों और अन्य कारकों के संपर्क में आने से तारों का टूटना या टूटना हो सकता है। इस मामले में, स्पेसर के माध्यम से एक धारा प्रवाहित होगी, जिसका मूल्य दोष के विकास की प्रकृति और डिग्री द्वारा निर्धारित किया जाएगा।
सामग्रियों के आधार पर "वितरण उपकरणों के विद्युत उपकरणों के इन्फ्रारेड डायग्नोस्टिक्स" लेखक बज़ानोव एस ए।