उच्च वोल्टेज विद्युत उपकरणों के विद्युत संपर्कों का रखरखाव
 उपकरणों के सजीव भागों के संपर्क, उपकरणों के कनेक्शन, बसें आदि। धारावाही परिपथ में एक कमजोर बिंदु हैं और खराबी और दुर्घटनाओं का स्रोत बन सकते हैं। इसे ध्यान में रखते हुए, व्यक्ति को संपर्कों की संख्या यथासंभव कम रखने का लक्ष्य रखना चाहिए।
उपकरणों के सजीव भागों के संपर्क, उपकरणों के कनेक्शन, बसें आदि। धारावाही परिपथ में एक कमजोर बिंदु हैं और खराबी और दुर्घटनाओं का स्रोत बन सकते हैं। इसे ध्यान में रखते हुए, व्यक्ति को संपर्कों की संख्या यथासंभव कम रखने का लक्ष्य रखना चाहिए।
अंजीर में। 1 सबस्टेशनों में से एक में करंट-ले जाने वाले सर्किट का एक खंड दिखाता है, जिससे यह देखा जा सकता है कि खंड एबीसी में सात संपर्क थे, और परिवर्तन के बाद तीन थे। अनावश्यक बिजली के आउटलेट बिजली आपूर्ति की विश्वसनीयता को कम करना और खराबी और दुर्घटनाओं का कारण बन सकता है। इसलिए, मरम्मत कार्य के दौरान, सर्किट से अनावश्यक संपर्कों को हटाने और अधिक विश्वसनीय वेल्डेड वाले अविश्वसनीय संपर्कों के प्रतिस्थापन के लिए प्रदान करना आवश्यक है।
संपर्क कनेक्शन के गलत कार्यान्वयन या GOST, नियमों और विनियमों के साथ-साथ अविश्वसनीय या घर-निर्मित संपर्कों की आवश्यकताओं को पूरा नहीं करने वाले लोगों के उपयोग के कारण कई दुर्घटनाएँ और खराबी होती हैं।संपर्क क्षति के मामलों की सबसे बड़ी संख्या रॉड, संक्रमणकालीन (तांबा - एल्यूमीनियम), बोल्ट और विशेष रूप से सिंगल-स्क्रू संपर्कों के साथ होती है।
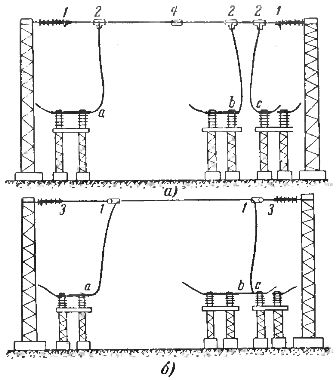
चावल। 1. सबस्टेशन अनुभाग संपर्कों का आरेख: ए - परिवर्तन से पहले, बी - परिवर्तन के बाद, 1 - तनाव क्लैंप, 2 - टी-बोल्ट क्लैंप, 3 - स्टील आवेषण, 4 - कनेक्टिंग क्लैंप।
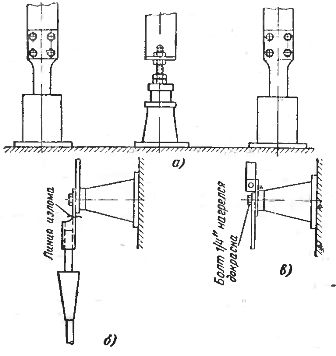
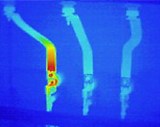
चावल। 2. मानकों की आवश्यकताओं का पालन न करने के कारण संपर्क विफलता के कुछ विशिष्ट मामले: ए - इन्सुलेटर का कॉपर कोर एक साधारण अखरोट के साथ एल्यूमीनियम बस से जुड़ा होता है, बी - ब्रेक प्वाइंट पर केबल रॉड करता है केबल के क्रॉस सेक्शन के अनुरूप नहीं है, c - वह स्थान जहाँ एल्युमीनियम बसबार को डिस्कनेक्टर 400 a के कॉपर टर्मिनल पर बोल्ट किया जाता है ...
अंजीर में। 2 संपर्क क्षति के कई विशिष्ट मामलों को दिखाता है। अंजीर में दिखाया गया नुकसान। 2, ए, फ्लैट बस से जुड़े मध्य चरण आस्तीन की छड़ के तांबे के संपर्क पर हुआ। दो बाहरी चरणों में वर्तमान ट्रांसफॉर्मर के साथ चार-बोल्ट बसबार संपर्क थे, और झाड़ी के मध्य रॉड का संपर्क एक सामान्य अखरोट से उसी क्रॉस-सेक्शन के बसबार से जुड़ा हुआ था, जैसा कि बाहरी चरणों में था।
मध्य चरण के संपर्क और अंतिम चरण के संपर्कों के बीच विसंगति स्पष्ट है। ऑपरेटिंग कर्मियों ने मध्य चरण में संपर्क के गर्म होने का पता लगाया, संपर्क को अलग किया और साफ किया, लेकिन इसे बदलने के उपाय नहीं किए, जिसके परिणामस्वरूप एक बड़ी दुर्घटना हुई।
संपर्क पर (चित्र। 2.6) केबल रॉड (पुराने प्रकार) पर ब्रेक लाइन द्वारा चिह्नित जगह का क्रॉस-सेक्शन केबल के क्रॉस-सेक्शनल क्षेत्र के संदर्भ में अपर्याप्त है और यांत्रिक शक्ति के मामले में अविश्वसनीय है। . छोटी लाइन पर तार टूटने से बड़ा हादसा हो गया।
अंजीर में।3, सी 1/4 «बोल्ट के खंड की अपर्याप्तता को दर्शाता है जो बड़े पैमाने पर बसबारों को एक दूसरे से और डिस्कनेक्टर्स को जकड़ने के लिए उपयोग किया जाता है, बसबारों को एक बोल्ट के साथ डिस्कनेक्टर्स से जोड़ा जा रहा है। एक नियम के रूप में, विद्युत उपकरण समतल होना चाहिए। 200 ए और अधिक की धाराओं के लिए, फ्लैट क्लैम्प्स में कम से कम दो बोल्ट होने चाहिए। ऑपरेटिंग कर्मियों को उन सभी संपर्कों की पहचान करनी चाहिए जो आधुनिक आवश्यकताओं को पूरा नहीं करते हैं और पहचाने गए दोषों को खत्म करने के उपाय करते हैं।
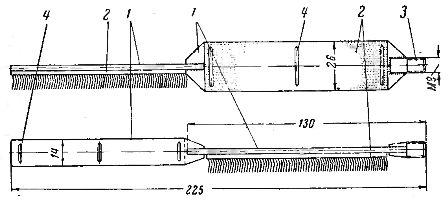
चावल। 3. मध्यम वर्गों के अंडाकार और ट्यूबलर कनेक्टर्स की आंतरिक दीवारों की सफाई के लिए मैनुअल ब्रश: 1 - स्टील प्लेट, 2 - कार्डो टेप, 3 - हैंडल को खराब करने के लिए हैंडल, 4 - कार्डो टेप को ठीक करने के लिए लचीला तार।
मरम्मत और संशोधन के दौरान, सही और सावधानीपूर्वक स्थापना, सफाई, संक्षारण संरक्षण और हटाने योग्य संपर्क कनेक्शनों की स्थापना का बहुत महत्व है।
संपर्क सतहों और विशेष रूप से अंडाकार या ट्यूबलर कनेक्टर्स की सफाई और स्नेहन के लिए सिफारिशों का पालन करने के लिए, इंस्टॉलर को एक इंस्टॉलेशन किट प्रदान करना आवश्यक है जिसमें निम्नलिखित आइटम शामिल हैं:
1. 25 से 600 मिमी 2 (छवि 3) के क्रॉस सेक्शन वाले तारों को जोड़ने के लिए अंडाकार, गोल और सपाट संपर्क सतहों की सफाई के लिए ब्रश-ब्रश। रफ़ल्स को हैंडल के चारों ओर लपेटा जाता है, जो विभिन्न आकारों के रफ़्स और ब्रश के लिए आम है।
2. पेट्रोल, जंग-रोधी ग्रीस और पेट्रोलियम जेली के साथ प्लास्टिक जार का एक सेट।
3. एक बॉक्स जिसमें संपर्क सतहों की सफाई के लिए ब्रश, डिब्बे और लत्ता या लत्ता संग्रहीत और परिवहन किए जाते हैं।
टांका लगाने वाले संपर्कों की देखभाल
सामान्य परिचालन स्थितियों के तहत, सिंटर किए गए संपर्कों को स्ट्रिपिंग के बिना तब तक काम करना चाहिए जब तक कि सिरमेट सोल्डर पूरी तरह से खराब न हो जाए।
हाई-पावर हाई-वोल्टेज स्विच के सिंटर किए गए संपर्कों के संचालन के अनुभव से पता चला है कि शॉर्ट-सर्किट धाराओं के बंद होने के बाद भी पाप किए गए संपर्कों का क्षणिक प्रतिरोध नहीं बढ़ता है, और तांबे के पिघलने और इसके रिसाव के कारण कुछ हद तक कम हो जाता है। संपर्क सतह पर।
फाइलों के साथ धातु के संपर्क को साफ करना आमतौर पर अच्छे से अधिक नुकसान करता है, क्योंकि कुछ मामलों में पापी संपर्क की खराब संपर्क सतह नए की तुलना में बेहतर काम करती है। इसलिए, धातु-सिरेमिक संपर्कों की सतह की सफाई केवल तभी की जा सकती है जब धातु की अलग-अलग जमी हुई गांठ संपर्क सतह पर पाई जाती है, जिसे हटाया जाना चाहिए, जिसके बाद संपर्क सतह को गैसोलीन में भिगोए हुए कपड़े से पोंछने की सिफारिश की जाती है।
संपर्कों की अच्छी स्थिति की विशेषता वाले मुख्य संकेतक
विद्युत संपर्कों को डिज़ाइन किया गया है ताकि संपर्क वाले वर्तमान-ले जाने वाले सर्किट के खंड का संचरण प्रतिरोध समान लंबाई के पूरे कंडक्टर के वर्तमान-ले जाने वाले सर्किट के अनुभाग के प्रतिरोध के बराबर या उससे कम हो। रेटेड करंट जितना अधिक होगा, जिसके लिए संपर्क डिज़ाइन किया गया है, संपर्क प्रतिरोध उतना ही कम होना चाहिए।
निर्माताओं द्वारा गारंटीकृत संपर्क प्रतिरोध विभिन्न उपकरणों के लिए जाने जाते हैं।समय के साथ, संपर्क दबाव के कमजोर होने, कठोर ऑक्साइड फिल्मों के निर्माण जो खराब कंडक्टर हैं, संपर्क सतहों के जलने आदि के कारण संपर्कों का संपर्क प्रतिरोध बढ़ सकता है।
बोल्ट संपर्कों के संपर्क प्रतिरोध में वृद्धि कंपन के कारण कमजोर पड़ने, ढीले होने और संपर्क की जकड़न के उल्लंघन या बोल्ट और संपर्क घिसने की सामग्री के थर्मल विस्तार के गुणांक में अंतर के कारण हो सकती है। जब बोल्ट को ठंडा किया जाता है, तो संपर्क सामग्री में बढ़ा हुआ तनाव बन सकता है, जिससे संपर्क का प्लास्टिक विरूपण हो सकता है, और शॉर्ट-सर्किट धाराओं के साथ, संपर्क सामग्री का तेजी से ताप और विस्तार होता है, जिससे संपर्क का विरूपण और विनाश होता है।
संपर्क का संपर्क प्रतिरोध जितना कम होता है, उसमें उतनी ही कम ऊष्मा निकलती है जब करंट गुजरता है और अधिक करंट किसी दिए गए तापमान पर ऐसे संपर्क से गुजर सकता है।
संपर्क में ऊष्मा का विमोचन संपर्क प्रतिरोध और धारा के वर्ग के समानुपाती होता है: Q = I2Rset, जहाँ Q संपर्क में उत्पन्न ऊष्मा है, Rset - संपर्क प्रतिरोध, ओम, I - संपर्क से होकर गुजरने वाली धारा, और, टी - समय, सेकंड।
यदि अधिकतम भार की अवधि के दौरान इन मापों को नहीं लिया जाता है तो संपर्क तापमान का माप वांछित परिणाम नहीं दे सकता है। अवधि से ज्यादातर मामलों में, अधिकतम भार अंधेरा होने के बाद होता है, अर्थात जब कार्य दिवस समाप्त होता है, तो लाइनों पर संपर्क तापमान को मापना और अधिकतम भार पर सबस्टेशन खोलना संभव नहीं होता है।इसके अलावा, संपर्कों को वर्तमान-ले जाने वाले भागों की तुलना में अधिक बड़े पैमाने पर बनाया जाता है, और धातुओं की तापीय क्षमता और तापीय चालकता अधिक होती है, इसलिए संपर्कों का ताप संक्रमण द्वारा निर्धारित संपर्क की वास्तविक दोष के अनुरूप नहीं होता है प्रतिरोध। …
कुछ मामलों में, संपर्कों की स्थिति का मूल्यांकन करने के लिए, संपर्क प्रतिरोध का मूल्य नहीं, बल्कि संपर्क कनेक्शन वाले वर्तमान-वाहक सर्किट के खंड में वोल्टेज ड्रॉप का मूल्य उपयोग किया जाता है। वोल्टेज ड्रॉप संपर्क प्रतिरोध और वर्तमान के परिमाण के समानुपाती होगा: ΔU = RkAz, जहां ΔU संपर्क वाले क्षेत्र में वोल्टेज ड्रॉप है, Rk संपर्क प्रतिरोध है, Iz संपर्क के माध्यम से प्रवाहित होने वाली धारा है।
चूंकि वोल्टेज ड्रॉप वर्तमान-ले जाने वाले सर्किट के मापा खंड के माध्यम से प्रवाहित होने वाली धारा के परिमाण पर निर्भर करता है, वर्तमान-ले जाने वाले सर्किट के खंड में वोल्टेज ड्रॉप की तुलना करने की विधि जिसमें संपर्क होता है और उस खंड में संपर्क नहीं होता है। संपर्क की स्थिति का मूल्यांकन करने के लिए उपयोग किया जाता है।
यदि, जब समान परिमाण का करंट समान लंबाई के खंडों से होकर गुजरता है, तो संपर्क वाले खंड में वोल्टेज ड्रॉप हो जाता है, उदाहरण के लिए, पूरे तार के खंड में वोल्टेज ड्रॉप से 2 गुना अधिक, फिर इसलिए, संपर्क में प्रतिरोध भी 2 गुना अधिक होगा।
इस प्रकार, संपर्क की स्थिति का मूल्यांकन तीन संकेतकों द्वारा किया जा सकता है:
ए) संपर्क के ओमिक प्रतिरोध और कंडक्टर के पूरे क्रॉस-सेक्शन का अनुपात,
बी) संपर्क और कंडक्टर के पूरे खंड पर वोल्टेज ड्रॉप का अनुपात,
(सी) संपर्क और पूरे कंडक्टर के तापमान का अनुपात।
कुछ बिजली प्रणालियों में, इस अनुपात को "विफलता कारक" कहने की प्रथा है।
संपर्क दोष कारक K1 को पूरे तार की लंबाई के बराबर खंड के ओमिक प्रतिरोध के संपर्क वाले खंड के ओमिक प्रतिरोध के अनुपात के रूप में समझा जाता है: K1 = RDa se/R° С
संपर्क दोष कारक K2 को वर्तमान के निरंतर मान पर पूरे कंडक्टर की लंबाई के बराबर क्षेत्र में वोल्टेज ड्रॉप के संपर्क वाले क्षेत्र में वोल्टेज ड्रॉप के अनुपात के रूप में समझा जाता है: K2 = ΔUк /ΔUц
संपर्क K3 के दोष गुणांक को एक ही वर्तमान मान पर पूरे कंडक्टर के तापमान के संपर्क में मापा तापमान के अनुपात के रूप में समझा जाता है: K3 = TYes/T° C
एक अच्छे संपर्क के लिए दोष अनुपात हमेशा एक से कम होता है। जब संपर्क बिगड़ता है, तो दोष दर बढ़ जाती है, और दोष जितना बड़ा होता है, दोष दर उतनी ही अधिक होती है।
दोषपूर्ण संपर्कों को अस्वीकार करने की शुद्धता की कई तुलनात्मक जांच एक माइक्रोह्ममीटर का उपयोग करके प्रत्यक्ष वर्तमान में संपर्क के ओमिक प्रतिरोध को मापने, संपर्क वाले क्षेत्र में वोल्टेज ड्रॉप को मापने और संपर्क के ताप तापमान को मापने के द्वारा की गई थी।
उसी समय, यह पाया गया कि संपर्क दोष कारक K1 को दोष कारक K2 की तुलना में प्रत्यक्ष वर्तमान में क्षणिक प्रतिरोध को मापते समय अधिक पाया गया, जो तापमान को मापते समय एक कार्यशील भार पर प्रत्यावर्ती धारा में वोल्टेज ड्रॉप को मापने के द्वारा प्राप्त किया गया था। संपर्क हीटिंग का।इस प्रकार, तापमान माप संपर्क कनेक्शन की गुणवत्ता का एक अच्छा संकेतक नहीं है।
बिजली संयंत्रों और बिजली पारेषण नेटवर्क के तकनीकी संचालन के नियमों के अनुसार, 2 से ऊपर प्रतिरोध या वोल्टेज ड्रॉप के दोष के गुणांक वाले पावर लाइन कनेक्टर्स के संपर्क प्रतिस्थापन या मरम्मत के अधीन हैं।